2026.01.28
2026.01.28
 Новости
Новости
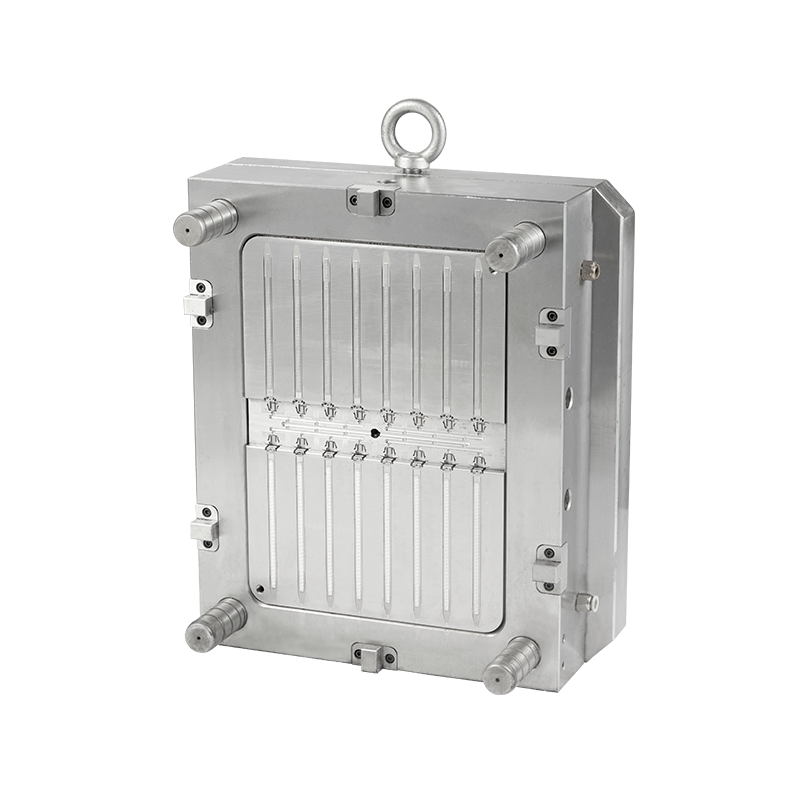
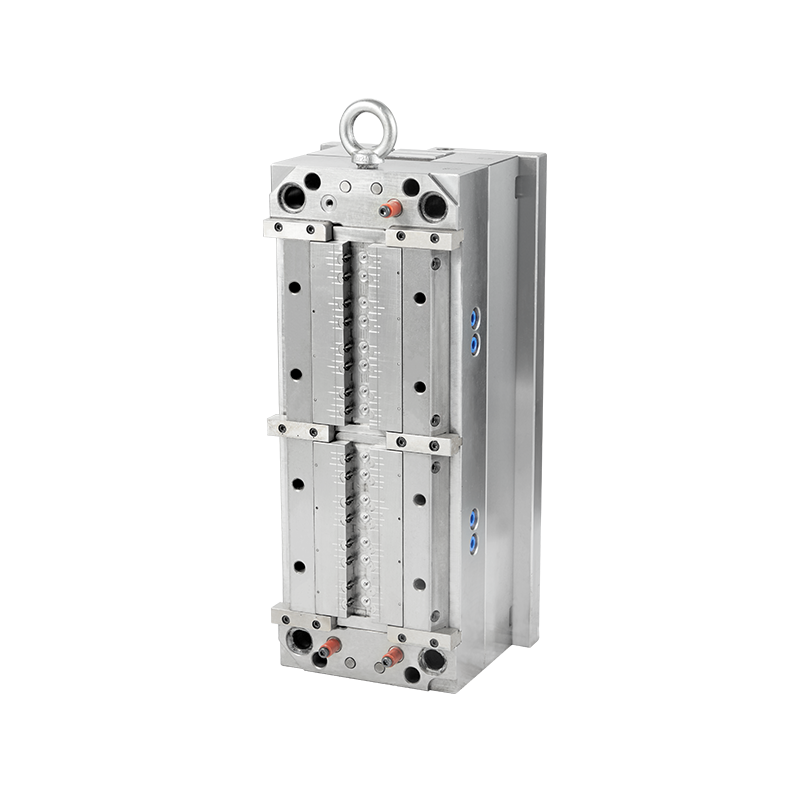
форма для кабельной стяжки представляет собой специализированный инструмент для литья под давлением, используемый для массового производства кабельных стяжек, которые являются повсеместными крепежными устройствами. Эта форма должна надежно формировать точные храповые зубья, механизм защелки головки и ремень галстука в течение миллионов циклов. Его эффективность и долговечность определяются материалами, выбранными для его изготовления, и методологиями, использованными при его создании и использовании. Производственный процесс сосредоточен на изготовлении самой формы, а производственный процесс включает использование формы для изготовления кабельных стяжек. Каждый этап представляет собой отдельные технические соображения.

selection and treatment of mold materials directly influence its durability, part quality, and maintenance costs. The most critical components are the cavity and core inserts, which form the intricate features of the cable tie. These are typically made from pre-hardened or through-hardened tool steels, such as P20, H13, or stainless steel grades. The primary material issue is wear and abrasion. The fine teeth of the cable tie and the delicate pawl inside the locking head are formed by precision details in the steel. During injection, abrasive fillers in the nylon (such as glass fibers in some grades) constantly erode these fine edges. Over time, this wear can cause rounded teeth or a poorly functioning latch, leading to part failure. Another significant issue is corrosion. While many plastics are not corrosive, moisture in the material or from the environment, combined with certain polymer additives, can attack uncoated steel surfaces, leading to pitting and surface degradation. This compromises the part's surface finish and can increase ejection friction. To combat these issues, surface treatments are often applied. Nitriding or chrome plating are common solutions; they create a hard, wear-resistant surface layer that also provides some corrosion resistance, thereby extending the mold's service life between refurbishments.
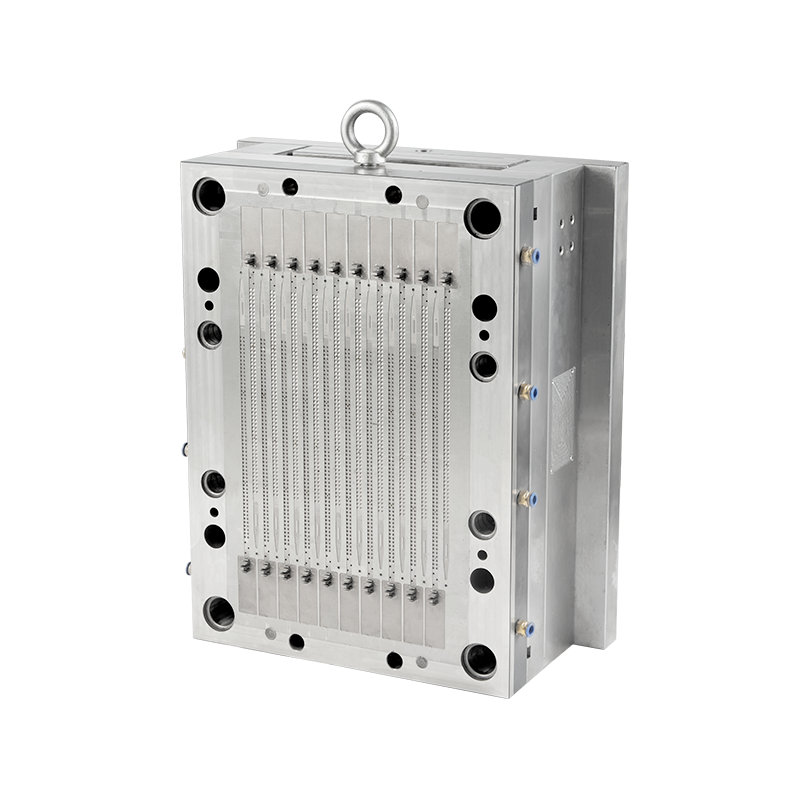
manufacturing of the mold is a multi-step process of precision machining and assembly. It begins with design and material selection, where the mold is engineered, often with multi-cavity layouts (32, 64, or more cavities) for high-volume output. The selected steel blocks for the cavity and core are then subjected to rough machining via CNC milling to establish the basic shapes. The most critical stage is fine machining and detailing. The intricate ratchet teeth and head geometry are typically created using Electrical Discharge Machining (EDM). In this process, an electrode with the inverse shape of the desired feature is used to erode the steel with electrical sparks, allowing for the creation of sharp, detailed internal corners that milling cannot achieve. Following this, the components undergo heat treatment if a through-hardened steel is used, to achieve the desired core hardness. They are then finished through precision grinding to achieve flatness and exact dimensions, and often polished in critical areas to ensure clean part release. Finally, the mold is assembled by fitting the inserts into a standardized mold base, integrating the ejection system (pins to push out the ties), cooling channels, and the runner system that delivers plastic to each cavity. A final trial run validates the mold's function before it is released for production.
Имеется в виду рабочий цикл использования готовой формы в термопластавтомате для изготовления кабельных стяжек. Процесс непрерывен и автоматизирован. Типичный цикл начинается с закрытия формы под высоким давлением. Затем расплавленный нейлон (обычно PA66 или PA6) впрыскивается с высокой скоростью в полости формы через направляющую систему, заполняя полость каждой стяжки и ее запирающей головки. Материал выдерживается под давлением в течение короткого момента (упаковка), чтобы компенсировать усадку по мере того, как он начинает охлаждаться. Охлаждение — самая продолжительная фаза; Пластик затвердевает, когда охлаждающая жидкость (обычно вода) циркулирует по каналам в форме. После затвердевания форма открывается, и система выталкивания продвигается вперед, выталкивая все «дерево» связей (все еще соединенное бегунком) из полостей. Затем автоматизированный робот или механизм извлекает это дерево из формы. Впоследствии связи передаются, отделяются от направляющей системы, часто в ходе вторичной операции. Бегунки обычно перемалывают в гранулы и смешивают с первичным материалом для повторного использования. На протяжении всего производственного цикла такие параметры, как скорость впрыска, давление, температура пресс-формы и время охлаждения, тщательно контролируются и контролируются, чтобы обеспечить постоянство размеров и механическую прочность каждой кабельной стяжки. Сама форма требует периодического обслуживания, включая очистку вентиляционных отверстий и смазку движущихся частей, чтобы поддерживать многоцикловое производство.
Рекомендуемые товары
Телефон: +86-15888221169
Электронная почта: [email protected]
Адрес: № 172., Дацяо-роуд, город Люши, город Юэцин, город Вэньчжоу, провинция Чжэцзян



 English
English 中文简体
中文简体 русский
русский