2025.11.14
2025.11.14
 Новости
Новости
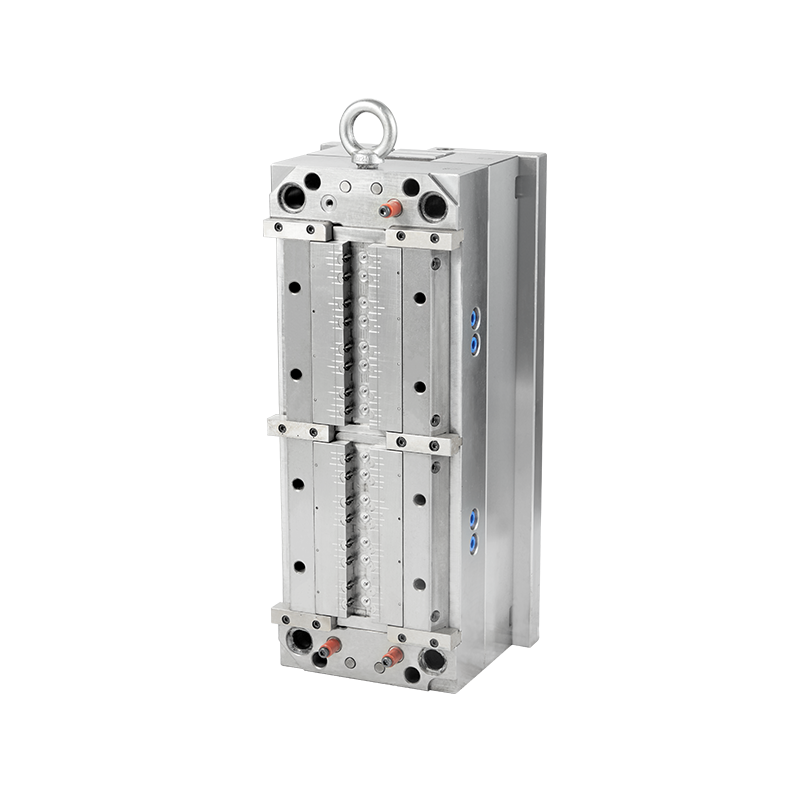
Производство уплотнительных кабельных стяжек из полипропилена (ПП), распространенных крепежных изделий, используемых во многих отраслях промышленности, начинается с важнейшего инструмента: литьевой формы. Выбор этой формы — это не просто этап закупки, а основополагающее решение, которое определяет эффективность производства, качество продукции и долгосрочные эксплуатационные расходы. Плохо выбранная форма может привести к постоянным дефектам, частым простоям и высоким затратам на техническое обслуживание, что подрывает экономику всего производственного процесса. Поэтому методический подход к выбору Пресс-форма для кабельной стяжки с уплотнением из полипропилена , основанный на технических характеристиках и производственных реалиях, необходим для создания надежной и эффективной производственной линии.

Часть 1. Анализ требований к дизайну продукта и выходным данным
Этап выбора представляет собой внутренний анализ, определяющий, что и в каких количествах должна производить форма. Конструкция продукта определяет геометрию сердцевины формы, а производственные цели влияют на ее масштаб и надежность.
1.1. Разбор технических характеристик кабельной стяжки
Каждый размер и особенность кабельной стяжки воплощаются в соответствующую особенность в форме. Ключевые характеристики включают длину, ширину, толщину стяжки, а также точную геометрию уплотняющей головки и собачки. Материал, обычно нейлон или полипропилен, а также любые добавки, обеспечивающие устойчивость к ультрафиолетовому излучению или цвет, будут влиять на выбор стали формы и конструкцию литниковой системы. Четкий и завершенный дизайн продукта является непреложной предпосылкой для проектирования и изготовления пресс-форм.
1.2. Прогнозирование объема производства и продолжительности цикла
Требуемая годовая производительность напрямую определяет тип необходимой формы. Для небольших объемов или прототипирования может быть достаточно одногнездной пресс-формы. Для массового производства необходима многоместная пресс-форма для эффективного удовлетворения спроса. Целевое время цикла — время завершения одного цикла впрыска, охлаждения и выброса — является ключевым показателем производительности. Пресс-форма, предназначенная для быстрого цикла, часто имеет конформные каналы охлаждения и высокоэффективные механизмы выброса, что необходимо учитывать с самого начала.
1.3. Учитывая будущую гибкость
Целесообразно учитывать потенциальные будущие потребности. Если ожидаются изменения в продукте, может оказаться выгодной модульная конструкция пресс-формы. Для проектов, ожидающих роста спроса, выбор основы пресс-формы, позволяющей добавлять или изменять будущие вставки для полостей, может оказаться экономически эффективной долгосрочной стратегией по сравнению с постройкой совершенно новой пресс-формы позднее.
Часть 2. Оценка конструкции пресс-формы и технических характеристик
После определения требований основное внимание смещается на техническую архитектуру самой пресс-формы. Это предполагает детальное изучение его компонентов и систем.
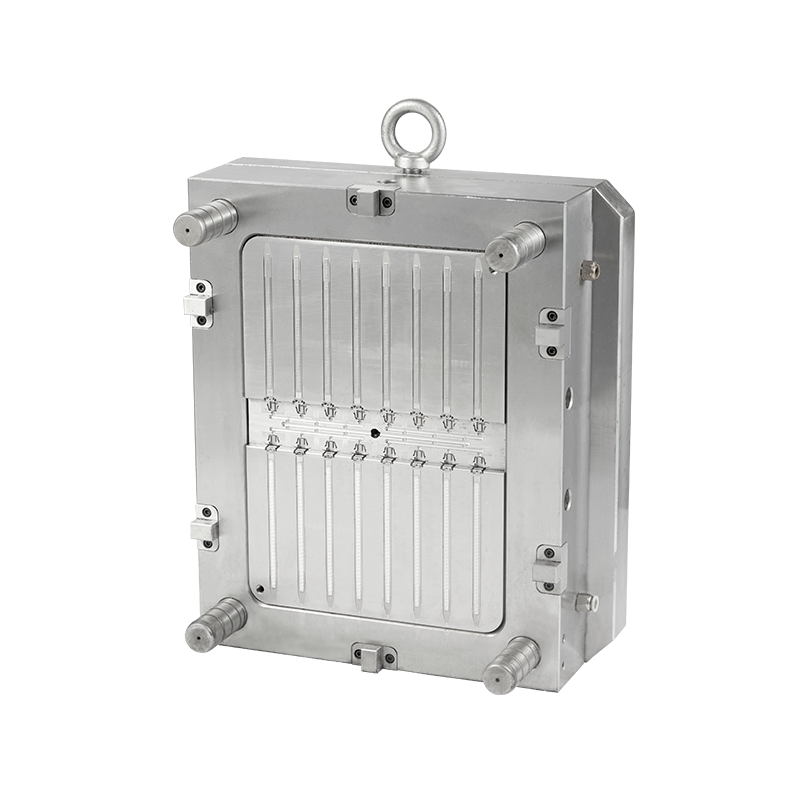
2.1. Конфигурация полостей и литниковая система
Количество полостей определяет количество связей, производимых за цикл. Расположение этих полостей и конструкция направляющей системы, подающей к ним расплавленный пластик, имеют решающее значение. Сбалансированная система горячеканальных систем может сократить время цикла и потери материала за счет исключения твердых литников и желобов, но требует более высоких первоначальных инвестиций. Холодноканальная система проще, но генерирует многоразовый лом.
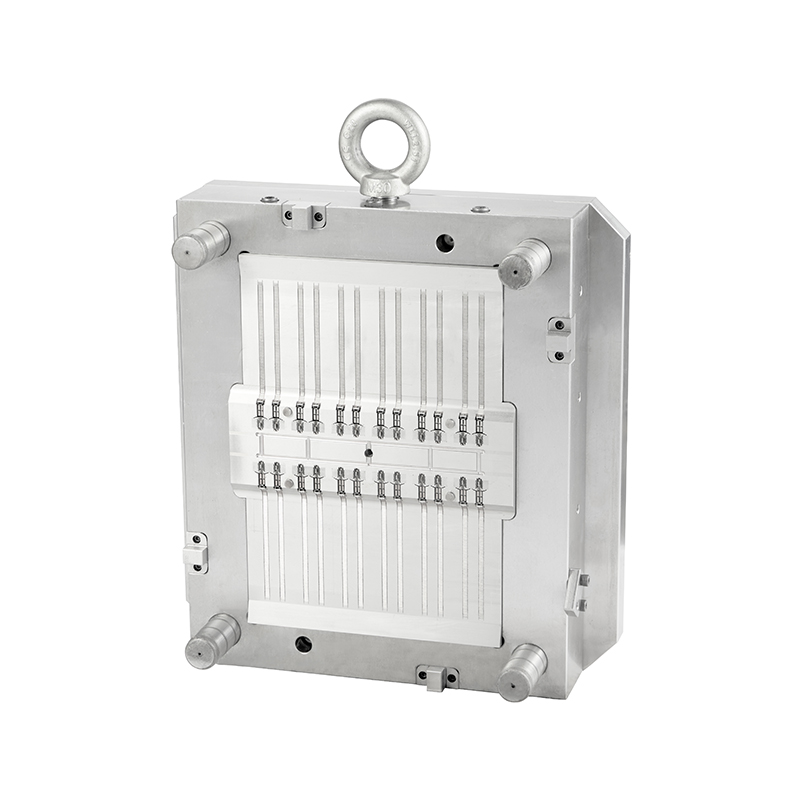
2.2. Ядро, полость и механизм выброса
Сердцевина и полость формы формируют геометрию стяжки, включая сложную самоблокирующуюся головку. Сталь, используемая для этих компонентов, должна иметь достаточную твердость, износостойкость и полируемость, чтобы выдерживать миллионы циклов, сохраняя при этом безупречную поверхность. Система выброса должна быть достаточно прочной, чтобы аккуратно выбрасывать галстуки, не вызывая деформации или следов, что часто требует точного размещения выталкивающих штифтов и гильз.
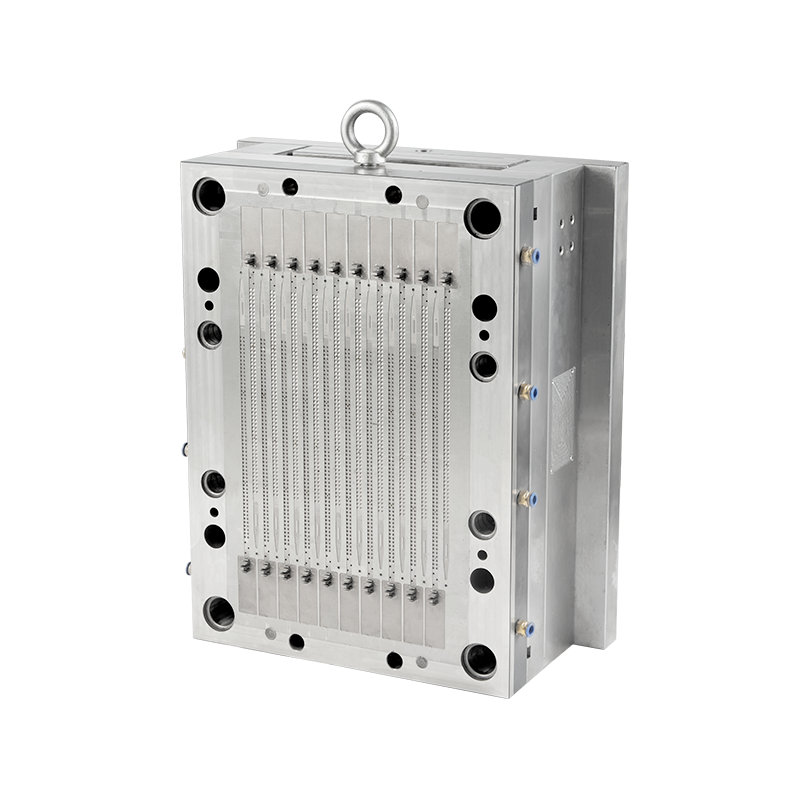
2.3. Конструкция охлаждающего канала
Фаза охлаждения обычно составляет большую часть цикла впрыска. Эффективно спроектированная система охлаждения с каналами, повторяющими контур полости, обеспечивает равномерный и быстрый отвод тепла. Эта однородность жизненно важна для предотвращения коробления и внутренних напряжений в готовых кабельных стяжках и напрямую способствует сокращению времени цикла.
Часть 3: Оценка возможностей производства и поставщиков
Теоретическое проектирование формы реализуется посредством ее изготовления. Выбор поставщика и процессов его изготовления определяют качество, долговечность и производительность пресс-формы.
3.1. Опыт поставщиков и техническая поддержка
Изготовитель пресс-форм должен иметь очевидный опыт производства аналогичных высокоточных многоместных литьевых форм. Просмотр их портфолио и отзывов клиентов является необходимым шагом. Более того, их способность предоставлять комплексную техническую поддержку, включая анализ конструкции, устранение неполадок во время отбора проб и послепродажное обслуживание, повышает ценность и снижает риски проекта.
3.2. Прецизионная обработка и гарантия качества
Допуски на форму для кабельной стяжки исключительно жесткие, особенно для собачки и механизма уплотнения. Для достижения этих допусков поставщик должен использовать современные обрабатывающие центры, электроэрозионную обработку (EDM) и прецизионное шлифование. Строгий процесс обеспечения качества, включающий проверку координатно-измерительной машины (КИМ) и моделирование текучести пресс-формы, свидетельствует о том, что поставщик стремится поставлять надежный продукт.
Рекомендуемые товары
Телефон: +86-15888221169
Электронная почта: [email protected]
Адрес: № 172., Дацяо-роуд, город Люши, город Юэцин, город Вэньчжоу, провинция Чжэцзян



 English
English 中文简体
中文简体 русский
русский