2025.10.24
2025.10.24
 Новости
Новости
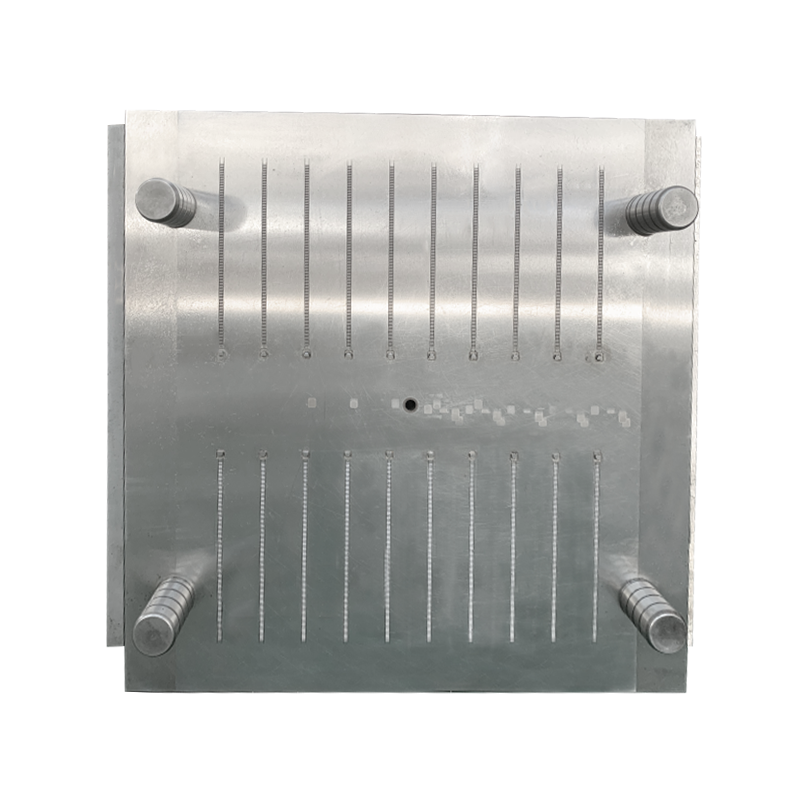
Управление точностью и допусками
Главное внимание при проектировании автоматическая форма разъема достигается и поддерживается микроскопический уровень точности. Производимые пластиковые корпуса должны обеспечивать надежное, но в то же время вставное соединение, при этом клеммные полости расположены с точностью до микрона.

Краткое описание: Это включает в себя управление структурной целостностью пресс-формы, тепловым расширением и выравниванием компонентов, чтобы гарантировать, что каждая изготовленная деталь идентична и соответствует спецификациям.
Расширение: основание формы должно быть исключительно жестким, чтобы противостоять прогибу под огромным давлением впрыска, которое может достигать сотен тонн. Любой изгиб может вспыхнуть — тонкие кусочки пластика, выходящие из линии разъема, — или неточность размеров. Кроме того, материалы расширяются при нагревании. Конструкторы должны рассчитать термический рост стали литейной формы при рабочих температурах (часто выше 200°C) и компенсировать его в холодных, обработанных размерах. Это гарантирует, что критические элементы, такие как пазы для штифтов и механизмы блокировки, будут иметь правильный размер во время работы формы. Соосность пластин сердечника и полости поддерживается штифтами и втулками из высококачественного износостойкого материала, что предотвращает смещение в течение тысяч циклов. Каждый аспект геометрии пресс-формы автоматического разъема рассчитан так, чтобы противодействовать потенциальным источникам отклонений, гарантируя, что каждый корпус разъема идеально подходит к соответствующей клемме и ответному разъему.
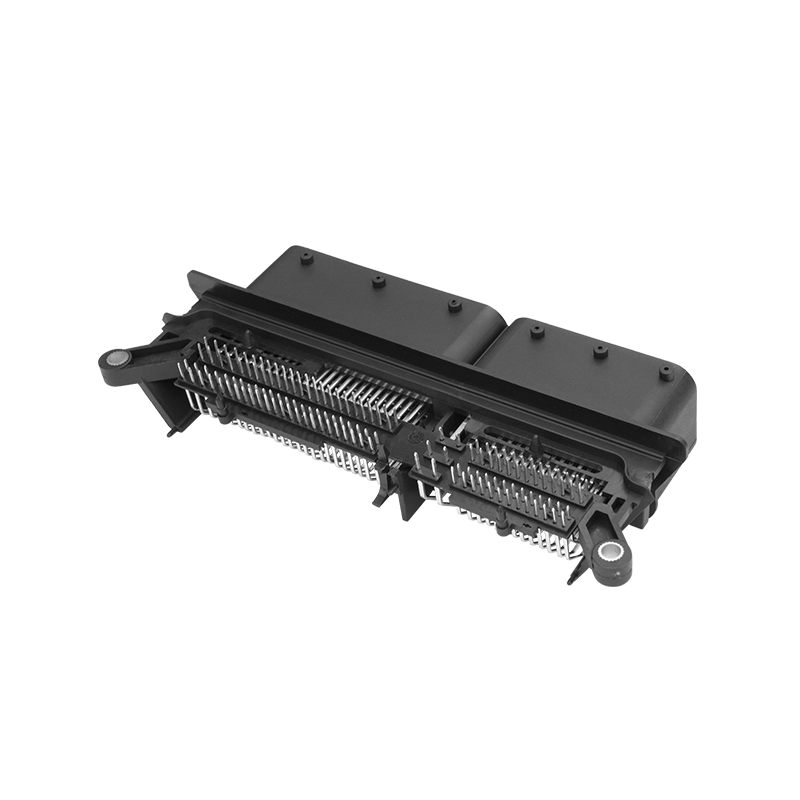
Выбор материала для формы и изделия
Выбор материалов — это двоякое решение, включающее как сталь для самой формы, так и пластиковую смолу, которая будет в нее впрыскиваться. Оба выбора имеют долгосрочные последствия для срока службы формы и производительности соединителя.
Резюме: Выбор подходящей стали для форм и термопластичных смол имеет решающее значение для долговечности, производительности и стоимости.
Расширение: Для пресс-форм для автоматических соединителей обычно выбирают высококачественные инструментальные стали, такие как P20 или H13. Эти стали выбраны из-за их способности полироваться до зеркального блеска, который переносится на пластиковую деталь для облегчения извлечения, а также из-за их устойчивости к истиранию и коррозии, вызываемой высокотемпературными конструкционными пластиками. Пластиковая смола, часто высокотемпературный материал, такой как ПБТ (полибутилентерефталат) или нейлон, выбирается из-за ее электроизоляционных свойств, термостойкости под капотом и стабильности размеров. Разработчик пресс-формы должен учитывать конкретную степень усадки выбранной смолы, которая может варьироваться в зависимости от марки и цвета, чтобы гарантировать правильные размеры конечной детали. Взаимодействие между абразивным пластиком и сталью формы напрямую влияет на график технического обслуживания и общий срок службы формы автоматического соединителя.
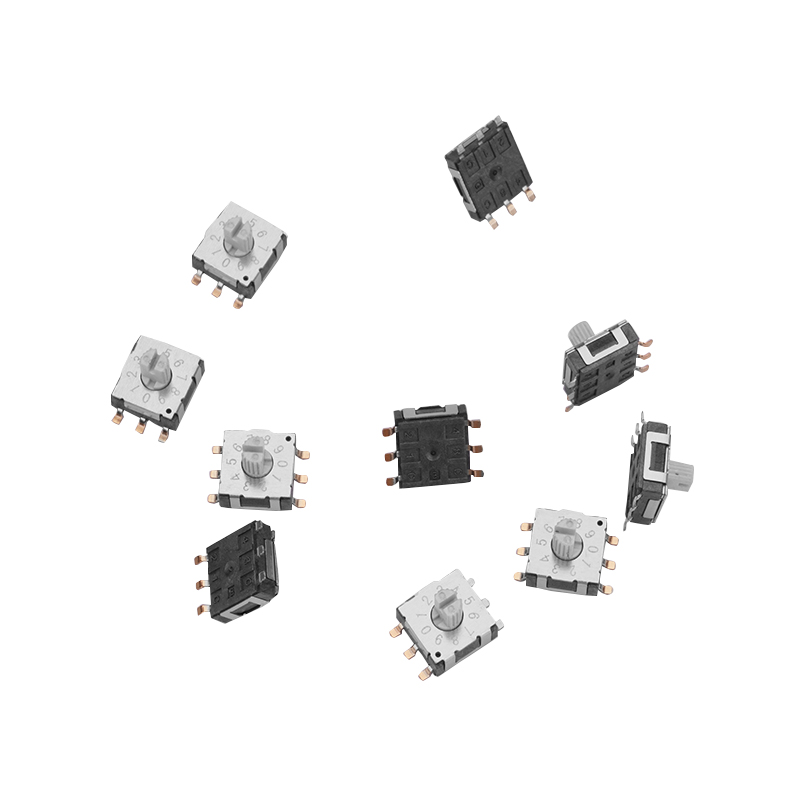
Кавитация и стратегия крупносерийного производства
Автомобильные разъемы необходимы в огромных количествах, поэтому эффективность производства является основным фактором проектирования пресс-форм. Стратегия определения количества деталей, производимых за машинный цикл, является фундаментальным экономическим и инженерным решением.
Краткое описание: Это включает в себя определение количества полостей и системы направляющих для оптимизации производительности и качества для массового производства.
Расширение: Кавитация означает количество идентичных оттисков деталей, встроенных в одну форму. Пресс-форма для автоматического соединителя с высокой кавитацией может производить 32, 64 или даже больше деталей за цикл, что значительно увеличивает производительность. Однако большее количество полостей увеличивает сложность, стоимость и физический размер формы, а также требует от проектировщика обеспечения равномерного заполнения и упаковки всех полостей. Такова конструкция направляющей системы — каналов, которые доставляют расплавленный пластик в каждую полость. Сбалансированная система направляющих имеет решающее значение; он должен быть спроектирован таким образом, чтобы пластик достигал самой дальней полости в то же время и под тем же давлением, что и ближайшая, обеспечивая одинаковое качество и вес детали во всех полостях. Цель состоит в том, чтобы создать пресс-форму, позволяющую максимально увеличить количество деталей в час, сохраняя при этом строгие стандарты качества, требуемые автомобильной промышленностью.
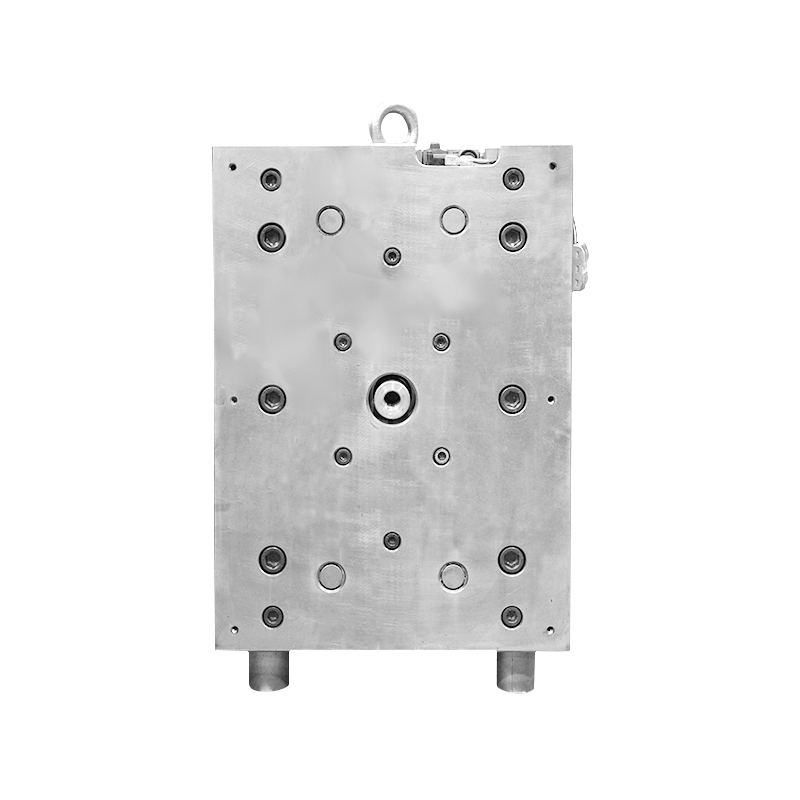
Сложные системы ворот и выброса
То, как пластик попадает в полость формы и как удаляется готовая деталь, — это обманчиво сложные аспекты конструкции, напрямую влияющие на внешний вид детали и время цикла.
Резюме: Проектирование тонкого расположения ворот и надежного механизма выброса имеет важное значение для целостности детали и автоматизации производства.
Расширение: Ворота — это небольшое отверстие, через которое пластик попадает в полость. Что касается разъемов, эстетические проблемы минимальны, но расположение затвора имеет решающее значение для контроля линий сварки (где встречаются потоки расплавленного пластика) и обеспечения беспрепятственной установки клемм. Точечные или подводные ворота, которые автоматически отделяются от детали, часто используются для обеспечения полностью автоматизированной работы. Точно так же система выброса должна быть надежной, но щадящей. Выталкивающие штифты должны быть расположены так, чтобы вытолкнуть деталь из сердечника, не деформируя ее и не оставляя видимых следов на важных уплотнительных поверхностях. Для соединителей сложной формы с поднутрениями в конструкцию пресс-формы включаются боковые направляющие (салазки) или подъемники, которые формируют эти элементы, а затем убираются перед извлечением детали. Надежность этих движущихся компонентов имеет первостепенное значение для обеспечения бесперебойного производственного цикла.
Рекомендуемые товары
Телефон: +86-15888221169
Электронная почта: [email protected]
Адрес: № 172., Дацяо-роуд, город Люши, город Юэцин, город Вэньчжоу, провинция Чжэцзян



 English
English 中文简体
中文简体 русский
русский