НОВОСТИ
 2026.04.10
2026.04.10
 Новости
Новости
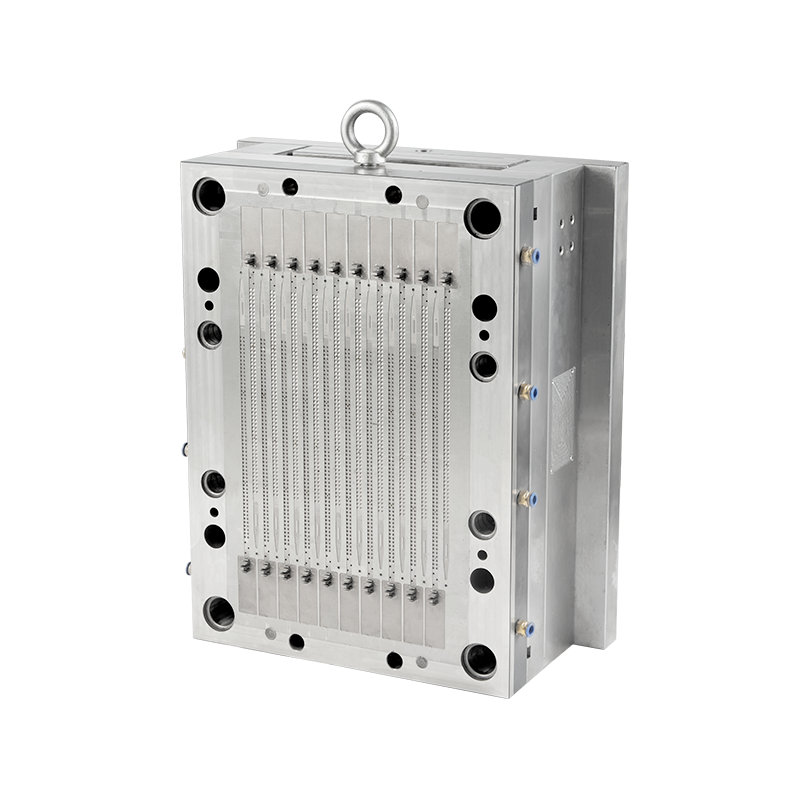
Материалы, выбранные для изготовления форм автомобильных пряжек, напрямую влияют на их долговечность, функциональность и общую производительность. Двумя наиболее часто используемыми материалами для изготовления форм являются SKD61 и PA66. Вот взгляд на то, как эти материалы влияют на производственный процесс:

· SKD61 (Инструментальная сталь)
Долговечность: SKD61 — это тип инструментальной стали, обычно используемый для изготовления форм, требующих высокой прочности и термостойкости. Его способность выдерживать высокие температуры и давление делает его идеальным для форм автомобильных пряжек, которые подвергаются значительному износу во время производства.
Производительность: SKD61 обладает превосходной теплопроводностью, что помогает сократить время охлаждения формы и повысить эффективность цикла. Его прочность гарантирует сохранение формы и целостности в течение длительного использования, что делает его предпочтительным выбором для крупносерийного производства.
Стоимость: хотя SKD61 долговечен, он обычно дороже других материалов, что делает его более подходящим для высокотехнологичных производственных применений, где приоритетными являются срок службы и производительность пресс-формы.
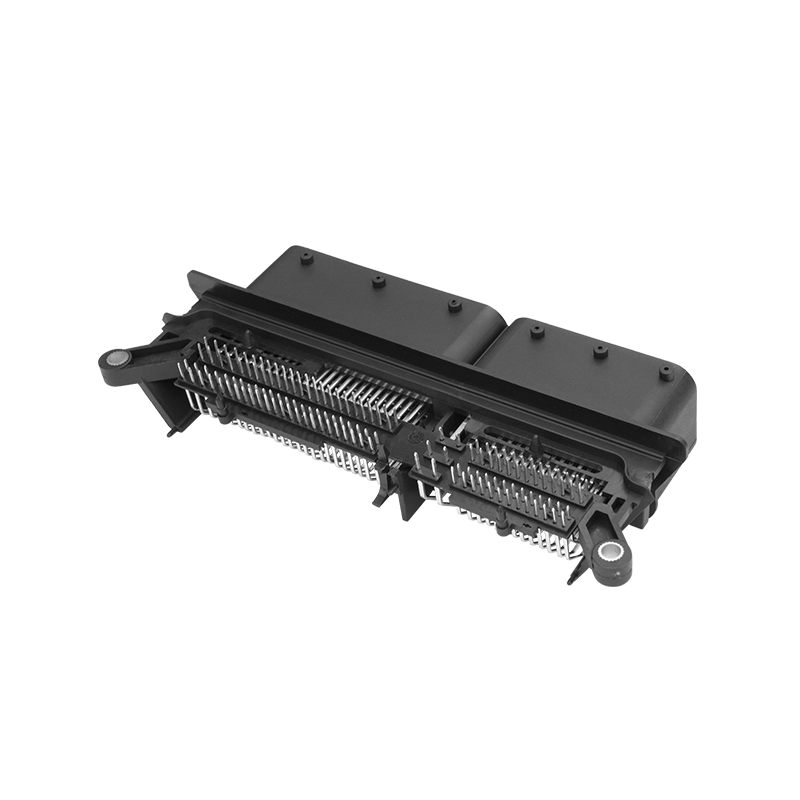
· PA66 (Полиамид 66)
Долговечность: PA66 — это тип нейлона, который обычно используется для формования из-за его устойчивости к износу. Несмотря на то, что PA66 не такой термостойкий, как SKD61, он все же может предложить хороший баланс между долговечностью и стоимостью, что делает его подходящим для определенных автомобильных применений.
Производительность: PA66 известен своей превосходной ударопрочностью и высокой прочностью на разрыв, которые необходимы для таких компонентов, как пряжки ремней безопасности, которые испытывают значительные нагрузки во время использования. Однако его более низкая теплопроводность по сравнению с SKD61 может привести к увеличению времени охлаждения.
Стоимость: PA66 обычно более доступен, чем SKD61, что делает его привлекательным вариантом для производителей пресс-форм, стремящихся сбалансировать производительность и экономическую эффективность.
Повышение эффективности производства пресс-форм может сократить время выполнения заказов, сократить затраты и обеспечить более высокую производительность. Для этого можно использовать несколько методов, включая оптимизацию конструкции пресс-форм и автоматизацию производственного процесса. Ниже приведены некоторые ключевые стратегии повышения эффективности производства:
1. Оптимизация конструкции пресс-формы
Использование программного обеспечения для моделирования. Инструменты моделирования помогают выявить потенциальные проблемы при проектировании пресс-формы до ее физического производства. Это позволяет производителям оптимизировать каналы охлаждения пресс-форм, расположение литников и системы выброса деталей, сокращая время цикла и улучшая общее качество конечного продукта.
Оптимизация геометрии пресс-формы. Упрощение геометрии пресс-формы при сохранении функциональности может сократить время производства и необходимость обширной последующей обработки. Меньшее количество сложных функций часто приводит к сокращению времени цикла и снижению расхода материала.
Улучшение охлаждения пресс-формы. Эффективные системы охлаждения необходимы для сокращения времени цикла. Передовые технологии охлаждения, такие как конформные каналы охлаждения, обеспечивают более равномерное охлаждение пресс-формы, что приводит к ускорению производственных циклов и повышению качества деталей.
2. Автоматизация производства
Автоматизированная обработка пресс-форм. Интеграция автоматизированных систем для обработки, загрузки и разгрузки форм может сократить ручной труд и ускорить производственный процесс. Роботизированные манипуляторы можно использовать для точного размещения деталей, что снижает вероятность ошибок и увеличивает производительность.
Автоматизация литьевых машин: использование расширенных функций, таких как мониторинг в реальном времени и автоматическая регулировка таких параметров, как температура и давление, может помочь поддерживать стабильное качество деталей и оптимизировать время производства.
3. Методы бережливого производства
Устранение узких мест. Анализируя и выявляя области, в которых возникают задержки, например, на этапе охлаждения или последующей обработки, производители могут устранить неэффективность и сократить время простоев.
Стандартизация процессов. Стандартизация производственных процессов и внедрение лучших практик обслуживания пресс-форм и обработки материалов могут значительно повысить эффективность всей производственной линии.
Контроль качества играет решающую роль в обеспечении долговечности, безопасности и производительности форм для автомобильных пряжек. Чтобы гарантировать, что пресс-формы соответствуют требуемым спецификациям, требуется несколько шагов и стандартов.
· Проверка материалов
Перед использованием в производстве пресс-форм убедитесь, что такие материалы, как SKD61 и PA66, соответствуют стандартам качества. Это включает в себя проверку сертификатов материалов, проведение химического анализа и проведение испытаний на такие свойства, как твердость, прочность на разрыв и ударопрочность.
· Контроль размеров
На протяжении всего производственного процесса крайне важно следить за размерами форм и изготавливаемых деталей. Обычно это делается с использованием прецизионных измерительных инструментов, таких как КИМ (координатно-измерительные машины) и лазерных сканеров, чтобы гарантировать соответствие форм строгим требованиям по допускам.
· Проектирование пресс-форм и тестирование функциональности
После завершения проектирования пресс-формы прототипы пресс-форм должны пройти функциональное тестирование для оценки их производительности. Это включает в себя оценку способности формы правильно формировать детали пряжки ремня безопасности, проверку на наличие таких дефектов, как коробление, засвет или смещение.
· Проверка готовых деталей
После использования форм для изготовления пряжек каждую готовую деталь необходимо осмотреть на наличие дефектов. Общие тесты включают проверку прочности, гибкости и простоты использования пряжки. Для обеспечения целостности готового продукта также могут использоваться методы визуального контроля и неразрушающего контроля (NDT), такие как рентгеновский или ультразвуковой контроль.
· Соответствие отраслевым стандартам
Формы для автомобильных пряжек должны соответствовать различным отраслевым стандартам, например, стандартам ISO (Международной организации по стандартизации) и SAE (Общества автомобильных инженеров). Эти стандарты охватывают такие аспекты, как безопасность, воздействие на окружающую среду и общее качество продукции.
Рекомендуемые товары
Телефон: +86-15888221169
Электронная почта: [email protected]
Адрес: № 172., Дацяо-роуд, город Люши, город Юэцин, город Вэньчжоу, провинция Чжэцзян



 English
English 中文简体
中文简体 русский
русский