НОВОСТИ
 2026.03.24
2026.03.24
 Новости
Новости
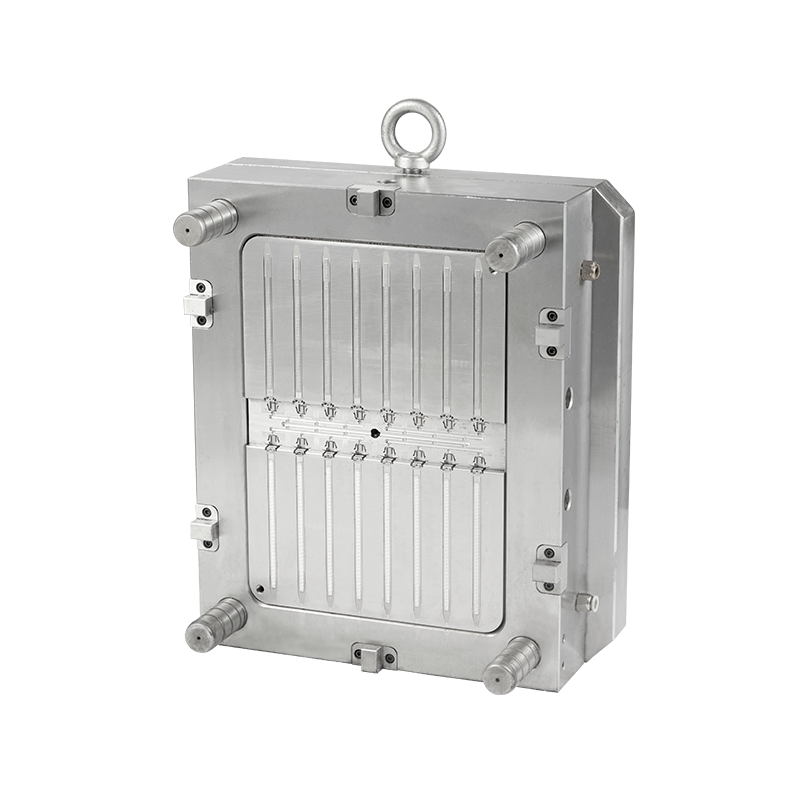
Форма, используемая для нейлоновых кабельных стяжек, представляет собой прецизионный инструмент, состоящий из множества компонентов, включая полости, сердечники и сложный ползун или реечный механизм, образующий встроенную собачку (фиксирующие зубья внутри головки) и зубчатую рейку вдоль ремня. Повреждение любой части этой формы имеет немедленные и каскадные последствия для производственного процесса.

Производство бракованных деталей: Прямым результатом повреждения плесенью является производство несоответствующих деталей. Царапина или вмятина в полости перейдут на каждую отформованную кабельную стяжку, что приведет к появлению заусенцев (излишков пластика) или неточностей размеров. Повреждение хрупких деталей, образующих запирающий механизм, таких как собачка или зубцы на ремне, сделает галстук непригодным для использования, поскольку он не зафиксируется должным образом и не удержит натяжение.
Увеличенное время цикла: Повреждения могут привести к застреванию деталей в форме, что помешает их чистому извлечению. Это может потребовать от оператора удаления застрявших деталей вручную, что увеличивает время машинного цикла и снижает общую производительность. В тяжелых случаях застрявшая часть может привести к разрушению формы при ее закрытии, что приведет к дальнейшему и более серьезному повреждению.
Более высокие проценты лома: Поскольку из-за поврежденных форм увеличивается процент бракованных деталей, увеличивается процент брака. Это приводит к напрасной трате сырья (нейлоновой смолы) и энергии, что напрямую увеличивает себестоимость производства одной детали. Иногда лом можно перемолоть и использовать повторно, но это требует дополнительного этапа обработки.
Незапланированные простои: При обнаружении повреждений производственную линию необходимо остановить. Форму необходимо снять с термопластавтомата для осмотра и ремонта. Этот незапланированный простой останавливает производство кабельных стяжек и может нарушить последующие сборочные операции, которые зависят от стабильных поставок.
Дорогостоящий ремонт: Ремонт поврежденной формы часто обходится дорого и требует много времени. Простые повреждения поверхности можно устранить путем полировки или точечной обработки. Однако повреждение критически важных компонентов, таких как реечный механизм или трещина в полости, может потребовать сварки и повторной механической обработки или даже изготовления новой вставки. В некоторых случаях ущерб может быть непоправимым, что приводит к необходимости создания совершенно новой основы пресс-формы, что представляет собой значительные капитальные затраты.
Возможность вторичного повреждения: Эксплуатация пресс-формы с незначительными повреждениями может привести к более серьезным проблемам. Например, небольшое количество вспышки может помешать полному закрытию формы, создавая чрезмерную нагрузку на коленно-рычажный механизм или стяжки термопластавтомата, что также потенциально может привести к повреждению машины.
Поддержание нейлоновой формы для кабельной стяжки в оптимальном состоянии требует систематического подхода, сочетающего регулярную очистку с периодическими проверками. Цель состоит в том, чтобы предотвратить повреждения, обеспечить стабильное качество деталей и максимально увеличить срок службы пресс-формы.
Регулярная очистка и осмотр
После каждого производственного цикла или через регулярные промежутки времени форму следует снимать с пресса и тщательно очищать. Это предполагает использование очистителей пресс-форм для удаления остатков нейлона, антиадгезивов и любых скопившихся газов. Во время чистки следует проводить визуальный осмотр. Оператор или техник должен следить за признаками износа движущихся компонентов, таких как реечная передача, направляющие и выталкивающие штифты. Поверхности полости следует осмотреть на наличие отложений, мелких царапин или ранних признаков коррозии. Все водопроводы, используемые для охлаждения, следует промывать, чтобы предотвратить накопление минералов, которые могут снизить эффективность охлаждения и привести к нестабильному времени цикла.
Смазка движущихся частей
Механизмы скольжения, образующие фиксирующие элементы кабельной стяжки (обычно стойки, шестерни и направляющие), требуют регулярной смазки. На эти компоненты следует нанести высокотемпературную смазку, подходящую для использования с нейлоном и формовочной сталью. Правильная смазка снижает трение, предотвращает истирание (когда металлические поверхности прилипают друг к другу) и обеспечивает плавное и надежное движение. Недостаточная смазка является частой причиной заедания механизмов и последующего повреждения пресс-формы.
Профилактическое обслуживание и ремонт
Официальный график профилактического обслуживания должен включать более детальные проверки. Это может включать проверку соосности половин формы, проверку функционирования системы выталкивания и измерение критических размеров формы, чтобы убедиться, что они соответствуют техническим характеристикам. Выталкивающие штифты, которые со временем могут изнашиваться, следует проверить на длину и посадку и при необходимости заменить. Если обнаружены незначительные повреждения, такие как небольшой участок износа полости, их следует незамедлительно устранить путем полировки или незначительной сварки, прежде чем ситуация может ухудшиться. Этот упреждающий подход обычно обходится дешевле, чем капитальный ремонт после сбоя.
Хранение и обращение
Правильные методы хранения в значительной степени способствуют долговечности пресс-форм. Когда форма не используется, ее следует покрывать антикоррозийным средством, особенно если она будет храниться в течение длительного периода. Его следует хранить в чистом, сухом помещении, в идеале на стойке или подставке, защищающей его от ударов и влаги. Все сопрягаемые поверхности должны быть защищены, а форма должна храниться закрытой, чтобы защитить хрупкие детали полости от повреждений и загрязнения.
Да, нейлоновые формы для кабельных стяжек можно изготовить по индивидуальному заказу, и это обычная практика в отрасли, позволяющая удовлетворить конкретные требования применения или создать уникальный продукт. Стандартные кабельные стяжки производятся в больших объемах и имеют стандартные размеры, но во многих случаях требуются изменения, которые могут эффективно обеспечить только изготовленные по индивидуальному заказу формы. Настройка может происходить на нескольких уровнях: от общей геометрии галстука до конкретного текста, нанесенного на его поверхность.
Одной из наиболее частых настроек являются габаритные размеры кабельной стяжки. Это включает в себя изменение длины, ширины и толщины ремешка, а также размера и формы головы. Например, производителю может потребоваться очень длинная стяжка для связывания кабелей большого диаметра или очень узкая стяжка для использования в плотных электронных сборках. Индивидуальная пресс-форма позволяет удовлетворить эти конкретные требования к размерам, не полагаясь на вторичные операции или несколько связей.
Конструкция собачки внутри головки и зубцов вдоль ремня определяет прочность галстука на разрыв и его характеристики размыкания. В некоторых случаях может потребоваться стяжка с очень высокой минимальной прочностью петли на разрыв, чего можно достичь путем изменения геометрии этих запирающих элементов. Другим может потребоваться съемная стяжка, что требует совершенно другого механизма, который будет спроектирован непосредственно в форме.
Кастомизация также распространяется на физическую маркировку на галстуке. Формы могут быть выгравированы или оснащены сменными вставками для добавления текста, логотипов, номеров деталей или идентификации производителя непосредственно на поверхность кабельной стяжки во время процесса формования. Это эффективный способ включения информации о брендинге или отслеживании без дополнительного этапа печати или маркировки. Материал самой формы также можно настроить по индивидуальному заказу; Для высокоабразивных стеклонаполненных нейлоновых смесей форма в критических зонах может быть изготовлена из более твердой и износостойкой стали, чтобы обеспечить приемлемый срок службы. Хотя проектирование и изготовление индивидуальной формы требует более крупных первоначальных инвестиций, чем покупка стандартной, готовой формы, оно предоставляет производителю продукт, точно соответствующий требованиям конечного использования, и может быть более экономичным, чем модификация стандартных стяжек после производства.
Рекомендуемые товары
Телефон: +86-15888221169
Электронная почта: [email protected]
Адрес: № 172., Дацяо-роуд, город Люши, город Юэцин, город Вэньчжоу, провинция Чжэцзян



 English
English 中文简体
中文简体 русский
русский