НОВОСТИ
 2025.08.15
2025.08.15
 Новости
Новости
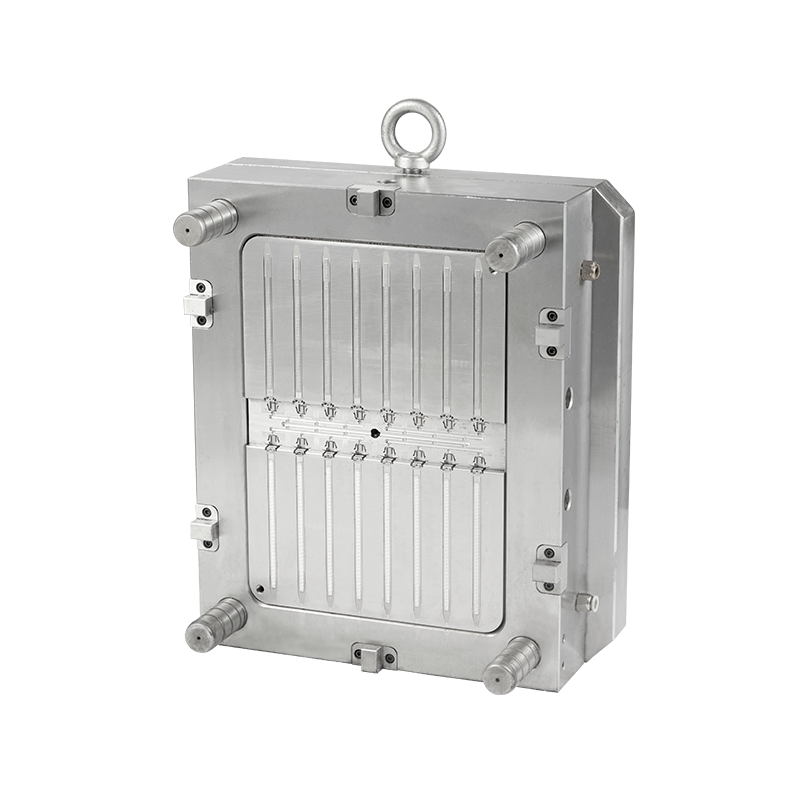
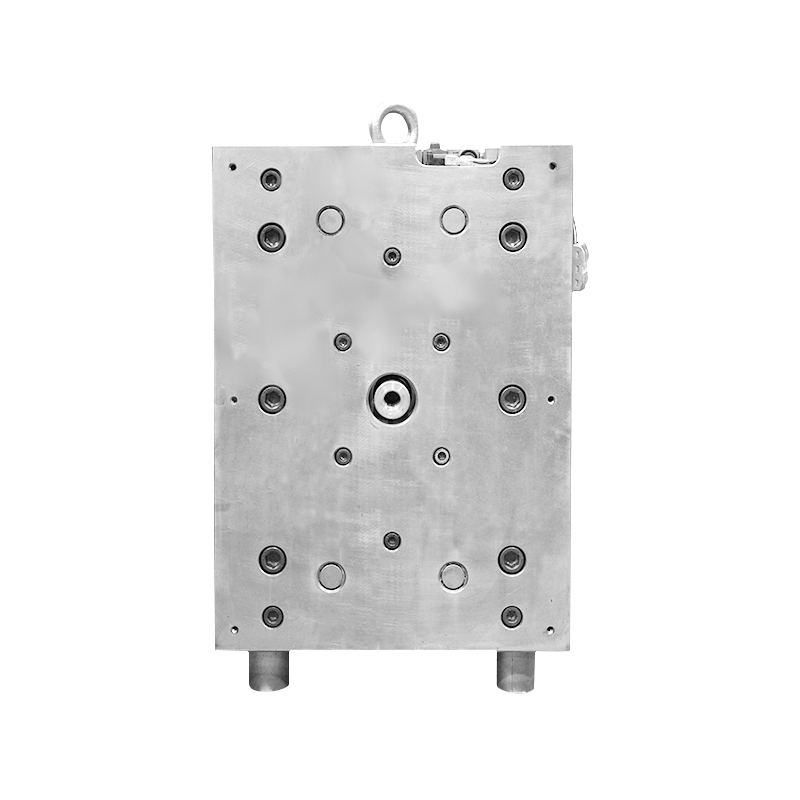
Аспект, который следует учитывать при обсуждении ПР это выбор материала для самой формы. Плесени подвергаются высоким давлению и температуре во время процесса литья под давлением, и они должны сопротивляться износу, деформации и коррозии с течением времени. Как правило, формы для кабельных галстуков PP изготавливаются из высококлассных инструментальных сталей, таких как H13 или P20. Сталь H13 предпочитается за его вязкость, термическую устойчивость к усталости и способность выдерживать повторные тепловые циклы без растрескивания. Это делает его надежным выбором для ядра компонентов печени кабеля печать PP, которая непосредственно контактирует с расплавленным полипропиленом.

P20 Steel, с другой стороны, часто используется для основания плесени или менее критических компонентов. Он предлагает хорошую механизм и достойную твердость после термообработки, что помогает поддерживать управляемые производственные затраты. В некоторых случаях нержавеющая сталь может использоваться для частей кабельной формы кабеля печать PP, подвергающихся воздействию коррозийных сред или когда требуются более высокие стандарты поверхности. Тем не менее, нержавеющая сталь встречается реже из -за его более высокой стоимости и сложности обработки.
Помимо стали, определенные формы включают в себя обработку поверхности или покрытия для повышения производительности. Например, на поверхности полости привязки кабельной формы печать PP можно нанести на поверхности полости привязкой кабельной формы. Эти обработки увеличивают твердость и устойчивость к износу, снижая риск царапин или деформации во время производства. Усовершенствованная поверхностная прочность помогает поддерживать точность размеров формы и качество полученных кабельных галстуков в рамках расширенных прогонов.
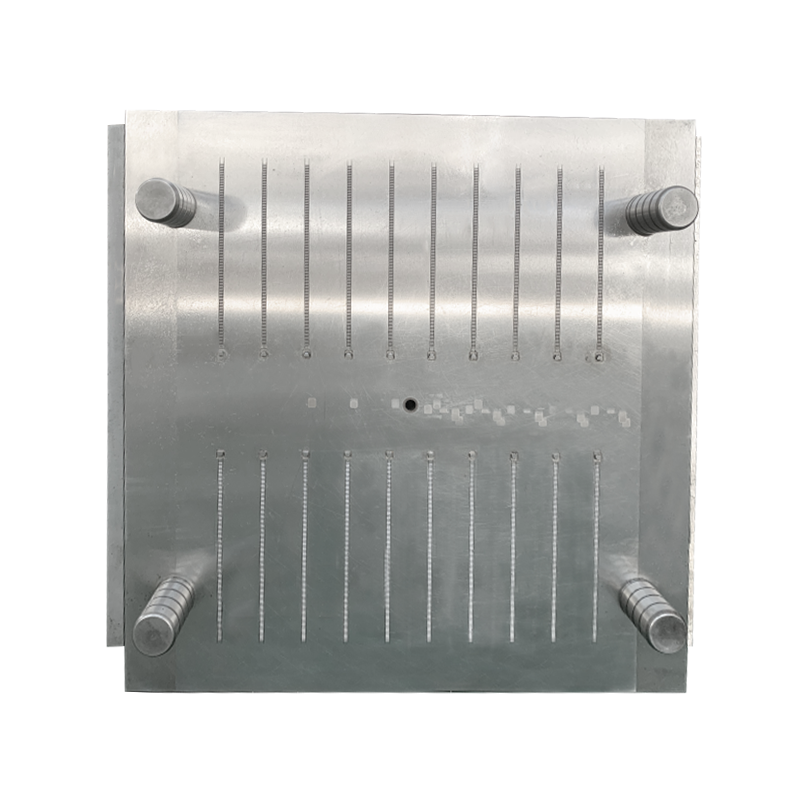
Конструкция печени PP Seal Cable Clive - еще одно критическое соображение. Плесень должна включать в себя точно инженерные полости, которые определяют форму и размер кабельной связки, включая герметизирующую головку и механизм блокировки. Точная конструкция полости обеспечивает правильную функцию блокировки и прочность на растяжение конечного продукта. Плесень также должна обеспечивать равномерное наполнение и охлаждение материала расплавленного PP, избегая таких дефектов, как деформация, следы раковины или неполные заполнения.
С точки зрения обработки, литье под давлением является стандартной техникой, используемой с привязкой Cable Cable Cable PP. Полипропиленовые пеллеты нагреваются до распада и не вводятся под высоким давлением в полости плесени. Выбор параметров обработки, в том числе скорость впрыска, давление, температуру и время охлаждения, влияет на поверхность, механические свойства и точность размеров кабельных связей. Плесень должна быть разработана для облегчения эффективной теплопередачи, часто включающей каналы охлаждения для ускорения затвердевания и поддержания времени цикла.
Поддержание постоянных условий обработки имеет важное значение, потому что PP чувствителен к изменению температуры и напряжению сдвига. Перегрев или длительное воздействие высоких температур может ухудшить полипропилен, снижая прочность и гибкость кабельных связей. Таким образом, привязка кабеля печать PP должна быть способна выдерживать эти условия, не теряя точность или ущерб.
Система вентиляции плесени также играет важную роль в обработке. Правильное вентиляция позволяет захваченному воздуху и газам выходить во время инъекции, предотвращая такие дефекты, как ожоги или пузырьки в готовых кабельных галстуках. Хорошо разработанные вентиляционные отверстия обеспечивают чистое заполнение и снижают риск повреждения плесени из-за наращивания давления.
Другим аспектом обработки, связанным с кабельной формой кабеля печать PP, является система выброса. После охлаждения формованная кабельная галстука должна быть изгнана без искажений или повреждений. Выталкивающие штифты или пластины точно расположены, чтобы вытолкнуть часть из полости формы. Плесень должна сбалансировать достаточную силу выброса с нежной обработкой, чтобы не царапать или деформировать нежные блокировки на кабельных связях.
Производственный объем также влияет на решения о материале и обработке для привязкой кабельной формы печать PP. Производственные прогонки с большим объемом требуют форм, изготовленных из прочных материалов с надежными системами охлаждения и выброса для поддержания долгосрочной стабильности и сокращения времени простоя для технического обслуживания. Для небольших производственных прогонов или прототипов, плесени могут быть изготовлены из менее дорогих материалов или использовать модульные конструкции, чтобы обеспечить быстрые изменения и более низкие начальные затраты.
Рекомендуемые товары
Телефон: +86-15888221169
Электронная почта: [email protected]
Адрес: № 172., Дацяо-роуд, город Люши, город Юэцин, город Вэньчжоу, провинция Чжэцзян



 English
English 中文简体
中文简体 русский
русский