2026.05.27
2026.05.27
 Новости
Новости
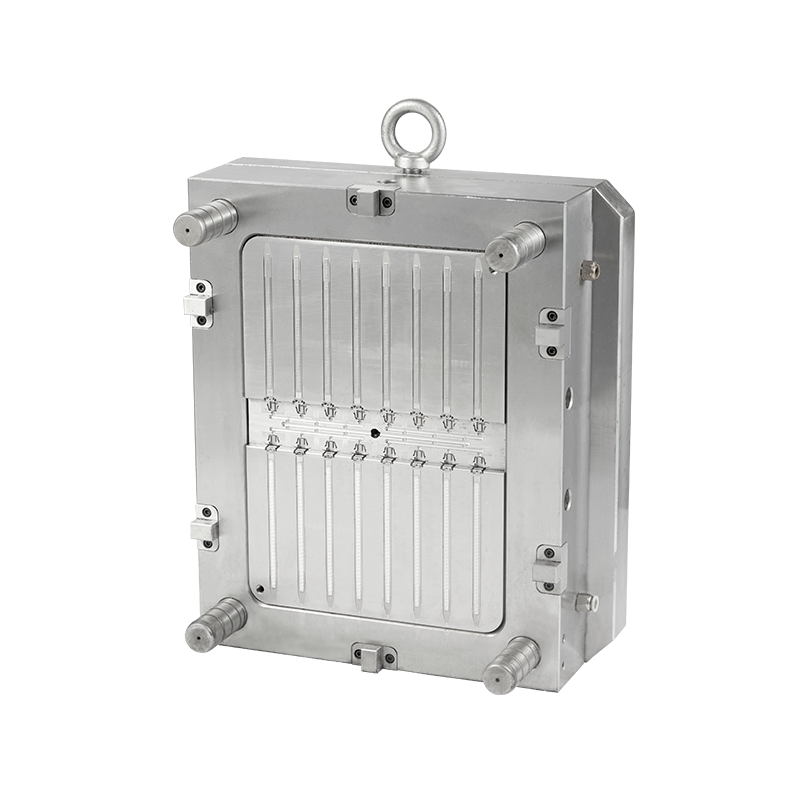
Одногнездная форма для ручной вставки: Базовая форма с одной полостью, используемая для разработки прототипа или мелкосерийного производства (от 1000 до 10 000 деталей на партию). Оператор вручную устанавливает стопорную защелку (металлическую или пластиковую вставку) перед каждым циклом. Время цикла составляет от 25 до 40 секунд из-за ручной загрузки пластины. Этот тип пресс-формы предназначен для нестандартных кабельных стяжек с логотипами компании или серийными номерами.
Многоместная пресс-форма с холодными литниками (от 4 до 16 гнезд): Полости расположены линейным или круговым образом. Система направляющих затвердевает с каждым циклом и впоследствии удаляется. Пресс-форма с 16 гнездами для стандартных кабельных стяжек диаметром 200 мм производит 16 деталей каждые 12–18 секунд. Вес бегуна составляет от 15 до 25 процентов от общего веса выстрела. Этот тип распространен для кабельных стяжек общего назначения, продаваемых в хозяйственных магазинах и на рынках электроснабжения.
Горячеканальная форма (от 8 до 32 полостей): Система литников остается расплавленной благодаря нагреву коллекторов и наконечников форсунок. Отходы литников не образуются, что снижает расход полипропилена на 20–30 процентов по сравнению с системами с холодными литниками. В каждой полости имеется сопло с клапанной заслонкой для предотвращения утечки жидкости. Горячеканальные формы для кабельных стяжек имеют время цикла от 8 до 12 секунд. Первоначальная стоимость оснастки на 40–70 процентов выше, чем у холодноканальных форм, но окупаемость происходит при объемах производства более 2 миллионов деталей.
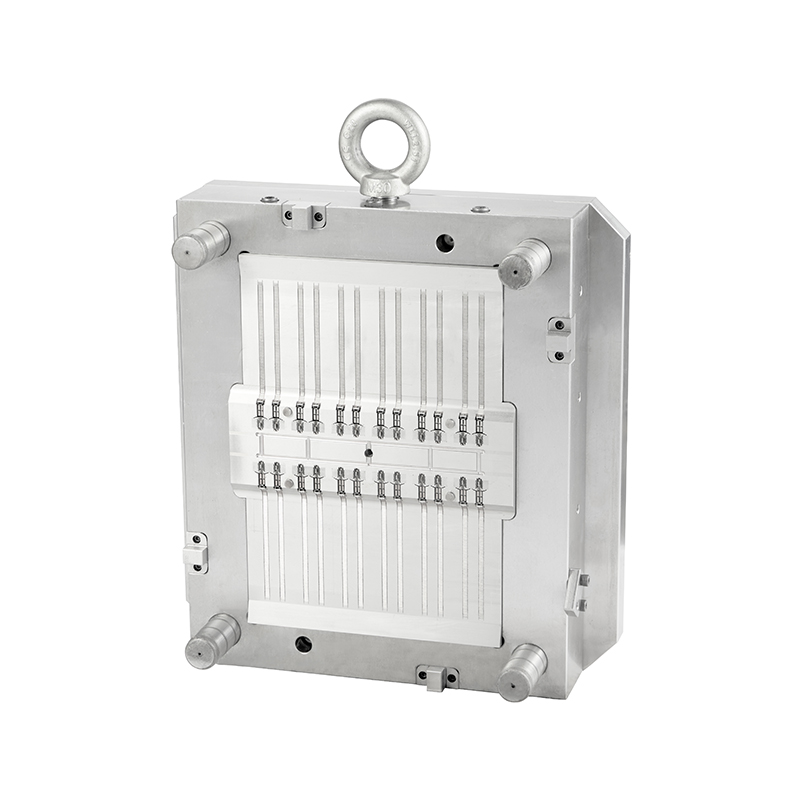
Двухкомпонентная форма (накладка для уплотнительных стяжек): Производит кабельные стяжки с отдельным уплотнительным элементом. Первый впрыск (ПП) формирует корпус стяжки и храповые зубья. Второй впрыск (ТПЭ или дополнительный ПП) образует уплотнительную створку или индикатор блокировки. Вращающийся стол перемещает заготовку между полостями. Двухкомпонентные формы имеют расположение гнезд 4 4 или 8 8. Время цикла составляет от 15 до 25 секунд. Эти формы используются для пломб для защиты от несанкционированного вскрытия багажа, сумок и пломб для счетчиков.
Многоместная многоместная пресс-форма (двухуровневая): Две параллельные линии разъема производят вдвое больше продукции за машинный цикл. Центральная пластина вращается или перемещается между инъекциями. Для многоярусной пресс-формы размером 16–16 (всего 32 полости) производительность составляет 32 детали за цикл. Пресс-формы предназначены для сверхбольших объемов производства, превышающих 10 миллионов деталей в год. Высота формы составляет от 700 до 1100 мм, что требует литьевых машин с расстоянием между плитами более 1200 мм.
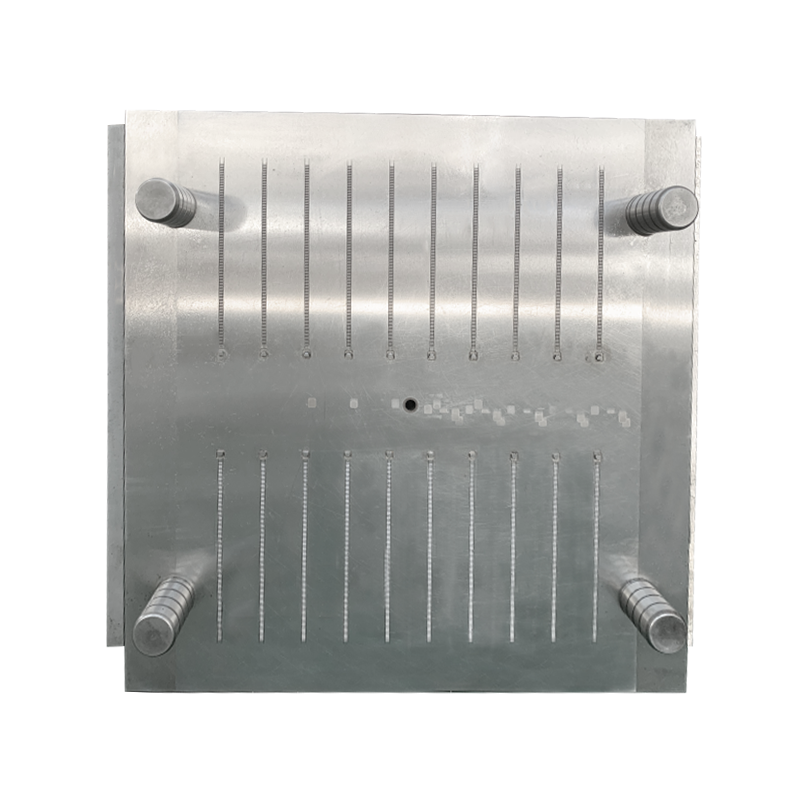
Полость и сердечник из стали
Полости образуют корпус кабельной стяжки, стопорные зубья и геометрию головки. Хромистая сталь для горячей обработки DIN 1.2343 (X40CrMoV5-1) является стандартом для производственных форм, количество циклов которых превышает 1 миллион. Состав: углерод 0,40 %, хром 5,0 %, молибден 1,3 %, ванадий 0,4 %. Твердость после закалки и отпуска 48-52HRC. Предел прочности составляет 1450 МПа. Для форм, требующих высокой износостойкости по отношению к стеклонаполненному ПП (10-30% стекловолокна), используется высокоуглеродистая хромистая сталь DIN 1.2379 (X153CrMoV12). Твердость достигает 58-60 HRC. Высокая твердость сохраняет остроту кончиков зубьев в течение более 2 миллионов циклов. Для прототипов или пресс-форм небольшого объема (менее 200 000 циклов) выбирается сталь P20 (DIN 1.2738), предварительно закаленная до твердости 38-42 HRC. P20 сокращает время обработки, поскольку не требуется термообработка после закалки.
Материалы зубных вставок
Запирающие зубья являются наиболее чувствительной к износу деталью. Вместо обработки зубьев непосредственно в полостном блоке во многих формах используются сменные зубчатые вставки. Материал вставки — быстрорежущая сталь порошковой металлургии (ASP 2023 или эквивалент). В состав входят 1,3% углерода, 4,0% хрома, 5,0% молибдена, 3,0% ванадия и 8,0% кобальта. Твердость 64-66HRC. Процесс порошковой металлургии обеспечивает равномерное распределение карбидов (размер зерна 2-3 микрона), который противостоит абразивному износу потоком пластика ПП. Зубные вставки покрыты карбонитридом титана (TiCN) или нитридом алюминия и титана (AlTiN). Толщина покрытия 2-4 микрона. Пластины с покрытием демонстрируют увеличение радиуса вершины с 0,01 мм до 0,03 мм после 500 000 циклов по сравнению с пластинами без покрытия, которые достигают радиуса 0,08 мм после того же количества циклов.
Материалы ядра и слайдов
Сердечники, образующие внутреннюю полость головки стяжки (проход, через который вставляется хвостовая часть стяжки), требуют высокой полируемости, поскольку пластиковый хвостовик должен проходить сквозь нее, не прилипая. Материал сердечника — никель-хром-молибденовая сталь DIN 1.2767 (X45NiCrMo4). Твердость 50-54HRC. Шероховатость поверхности сердечника составляет Ra 0,1 микрона в направлении движения хвоста. Для съемных стяжных форм боковые направляющие изготовлены из той же стали с покрытием DLC (алмазоподобный углерод). DLC-покрытие имеет твердость 3000-5000 HV и коэффициент трения от 0,05 до 0,10 по ПП. Низкое трение гарантирует, что фиксатор скользит без прилипания.
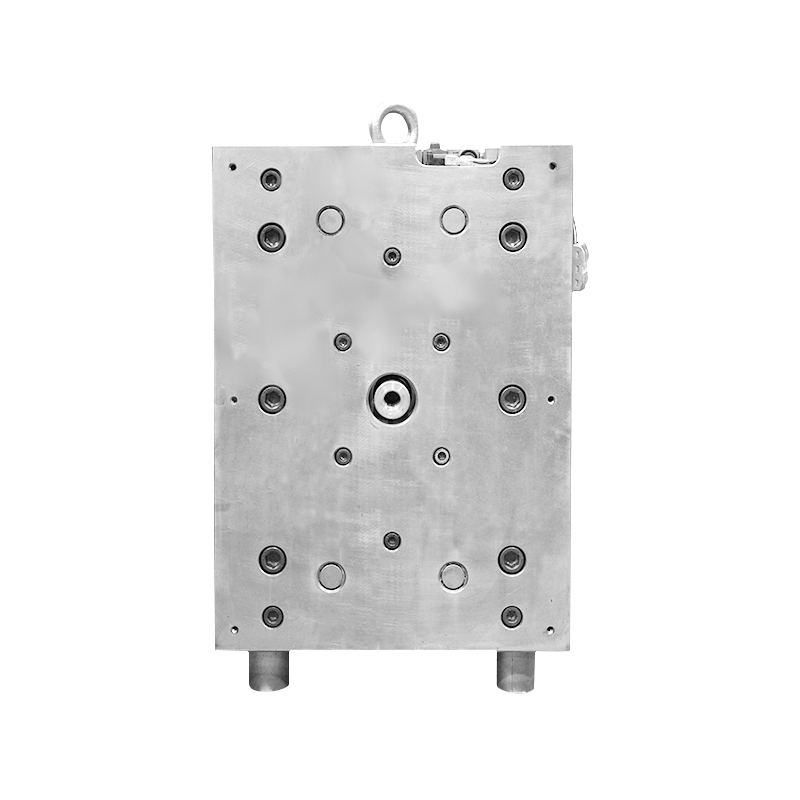
Материалы системы охлаждения
Формы для кабельных стяжек требуют быстрого охлаждения для достижения короткого времени цикла (8-18 секунд). Каналы охлаждения сверлятся на расстоянии 5-8 мм от поверхности полости. Диаметр канала 6-10 мм. Для крупногнездных форм (16-32 гнезд) в охлаждающие каналы в районе храповых зубьев вставляют перегородки из медного сплава (CuZn39Pb3). Медный сплав имеет теплопроводность 110 Вт/м·К, отводя тепло в 4 раза быстрее, чем стальные перегородки. В области кончиков зубьев используются конформные охлаждающие каналы, изготовленные методом 3D-печати ( мартенситностареющая сталь 1.2709). Эти каналы повторяют контур зубного ряда, поддерживая однородность температуры формы в пределах 3°C по всем зубам. Уплотнительные кольца, уплотняющие контуры охлаждения, изготовлены из резины EPDM, рассчитанной на постоянную температуру 150°C.
Рекомендуемые товары
Телефон: +86-15888221169
Электронная почта: [email protected]
Адрес: № 172., Дацяо-роуд, город Люши, город Юэцин, город Вэньчжоу, провинция Чжэцзян



 English
English 中文简体
中文简体 русский
русский