2026.06.05
2026.06.05
 Новости
Новости
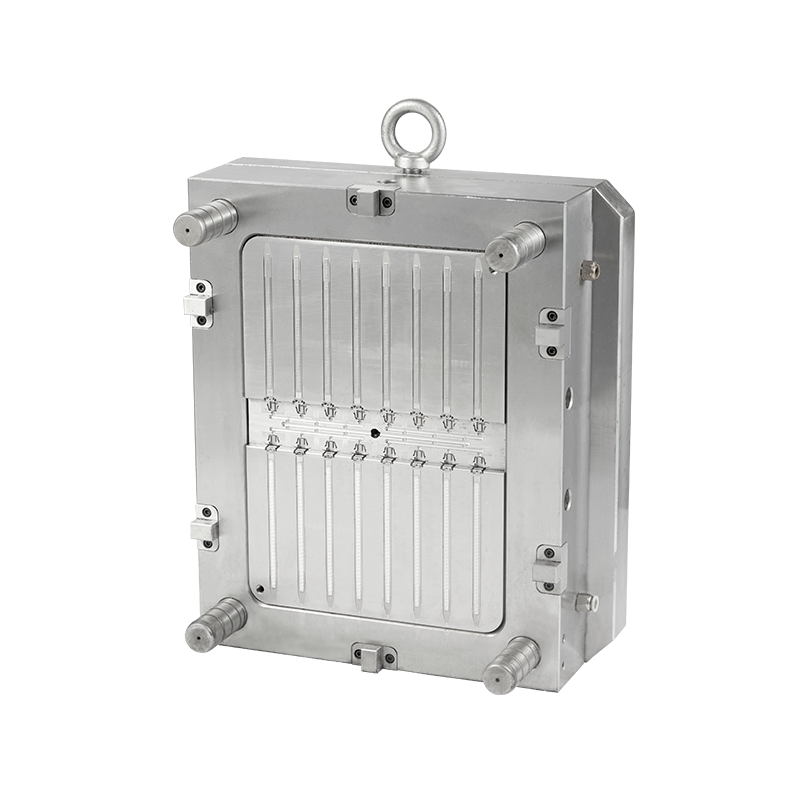
Производство нейлоновых кабельных стяжек во многом зависит от стабильной работы пресс-формы, однако внезапный выход пресс-формы из строя по-прежнему является распространенной проблемой при литье под давлением. А Нейлоновая форма для кабельной стяжки работает в условиях повторяющихся циклов высокого давления, термических напряжений и течения абразивной смолы, особенно материалов PA6 и PA66. Отраслевые дискуссии показывают, что даже небольшие отклонения в геометрии пресс-формы или балансе процесса могут быстро перерасти в производственные дефекты или неожиданные остановки.
Вместо того, чтобы сосредоточиться на общих процедурах технического обслуживания, реальная проблема заключается в том, как скрытый стресс накапливается внутри системы инструментов, пока производительность резко не упадет.
Формы для кабельных стяжек содержат длинные, узкие полости и прекрасную геометрию стопорных зубьев. Эти микрофункции чувствительны к повторяющимся циклам впрыска. Со временем механическая усталость может проявиться в:
Даже незначительная царапина внутри полости может появиться на каждой отлитой детали, что приведет к несоответствию размеров или функциональному отказу запирающей системы.
Общее техническое наблюдение заключается в том, что износ распределяется неравномерно. Области вблизи зон высокого сопротивления потоку подвергаются более высокому напряжению сдвига, ускоряя ухудшение текстуры поверхности формы.

Нейлоновые смолы очень гигроскопичны. Поглощенная влага при нагревании превращается в пар, вызывая деградацию полимерной цепи и нестабильное поведение текучести. Это условие не только влияет на качество детали, но и увеличивает внутренние напряжения пресс-формы.
Типичные эффекты, связанные с влажностью, включают в себя:
Содержание влаги выше контролируемых пороговых значений может снизить консистенцию расплава, косвенно заставляя форму компенсировать это более высоким давлением или более продолжительным временем цикла. Это ускоряет износ зажимных и полостей.
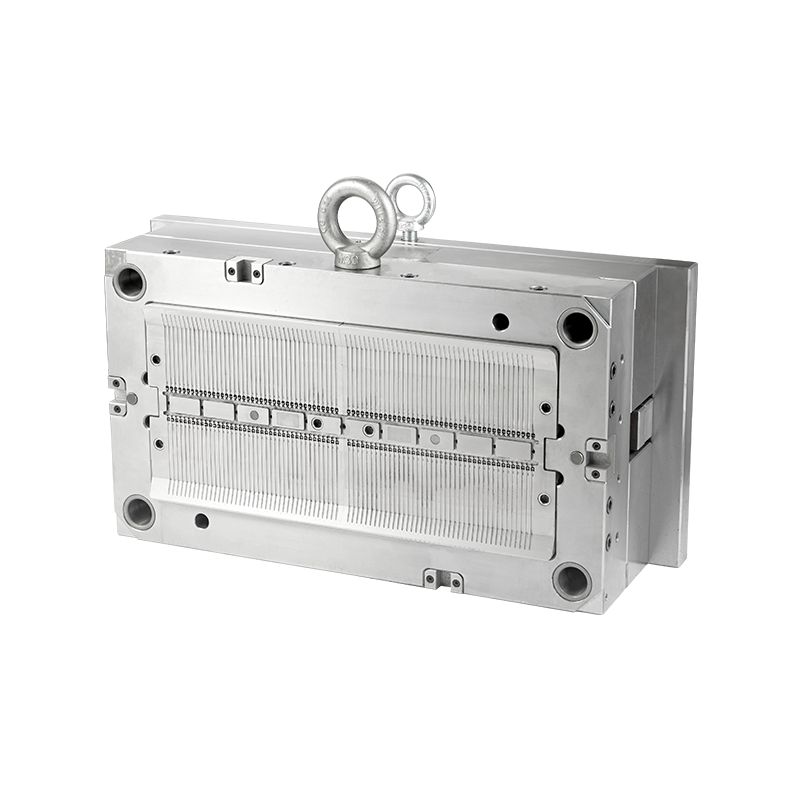
Формы для кабельных стяжек часто состоят из нескольких полостей. Неравномерное распределение потока создает дисбаланс скорости заполнения и давления в полостях.
Распространенные модели отказов включают в себя:
В крайних случаях неравномерное усилие наполнения может нарушить выравнивание формы, особенно на машинах большой грузоподъемности. В инженерных дискуссиях на Reddit часто упоминается, что плохо сбалансированные системы с горячими литниками могут со временем усилить нестабильность и нарушить целостность полости.
Каждый цикл впрыска подвергает форму быстрому нагреву и охлаждению. Этот термический удар особенно важен при производстве нейлоновых кабельных стяжек из-за относительно высоких температур обработки (обычно 240–290 °C в зависимости от марок PA6 или PA66).
Повторные циклы способствуют:
Накопление термической усталости не всегда проявляется немедленными симптомами. Вместо этого снижение производительности становится заметным после тысяч циклов, что часто ошибочно принимают за нестабильность процесса, а не за деградацию инструмента.
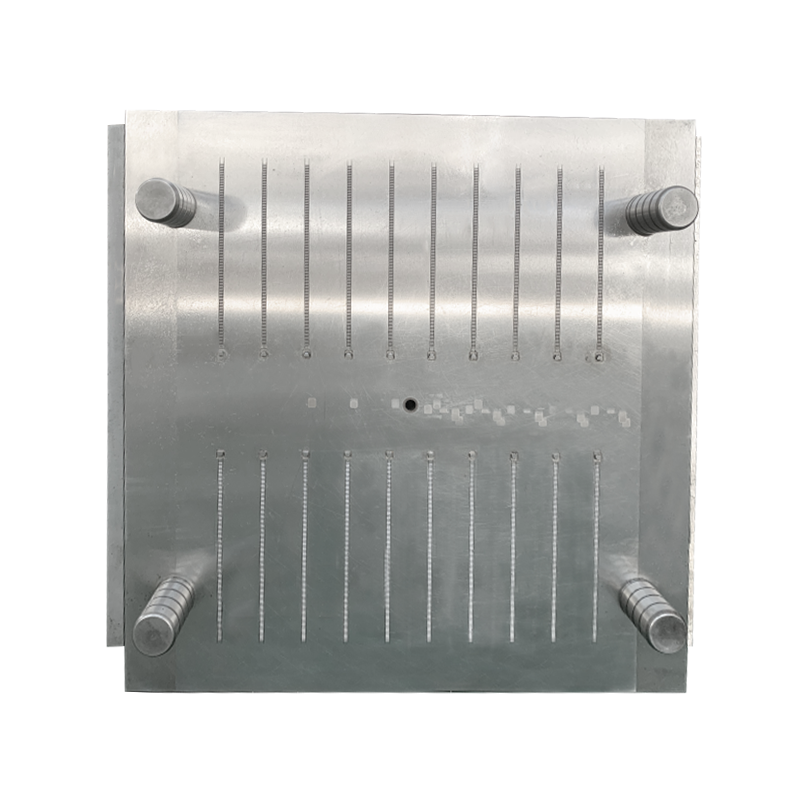
Самоблокирующаяся головка формы для кабельных стяжек является одной из наиболее чувствительных зон. Он содержит конструкции собачек и мелкую геометрию зубьев, предназначенную для направленного взаимодействия.
Индикаторы неудач часто включают в себя:
Как только в этой области начинается отклонение размеров, восстановление становится затруднительным без ремонта или замены пластины. Даже небольшая деформация меняет угол зацепления зубьев, что напрямую влияет на надежность изделия.
Системы выброса работают под действием повторяющихся механических усилий. В формах для кабельных стяжек длинные тонкие детали повышают сопротивление при освобождении.
К факторам стресса относятся:
По мере нарастания сопротивления операторы часто увеличивают силу выталкивания или скорость цикла. Эта регулировка может временно решить проблемы с залипанием, но увеличивает долгосрочный износ как компонентов эжектора, так и стенок полости.
Не каждая поломка связана с физическим повреждением плесени. Некоторые проблемы кажутся похожими, но на самом деле являются отклонением процесса:
Эти факторы постепенно меняют качество детали, пока дефекты не станут напоминать неисправность инструмента. Различие между нестабильностью процесса и фактическим износом пресс-формы становится важным для точной диагностики.
Рекомендуемые товары
Телефон: +86-15888221169
Электронная почта: [email protected]
Адрес: № 172., Дацяо-роуд, город Люши, город Юэцин, город Вэньчжоу, провинция Чжэцзян



 English
English 中文简体
中文简体 русский
русский