2026.06.19
2026.06.19
 Новости
Новости
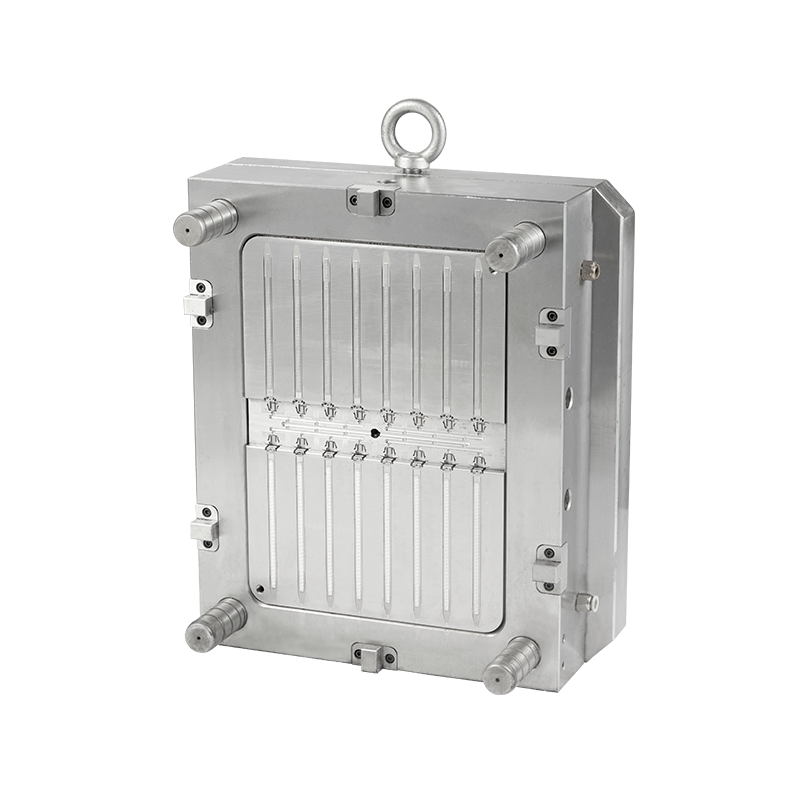
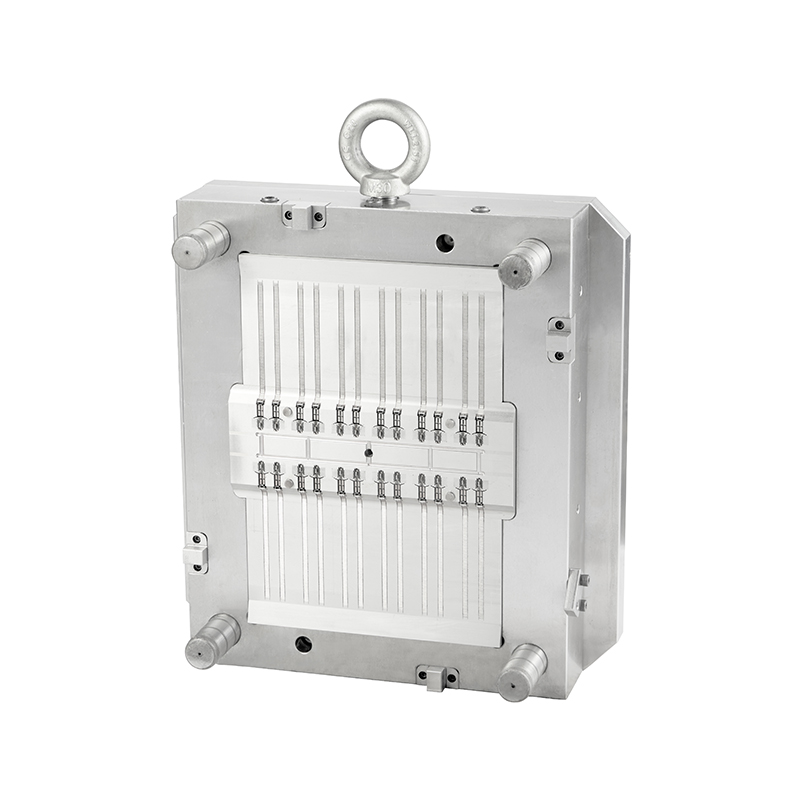
Автомобильные электрические системы зависят от точной передачи сигнала, и даже незначительное отклонение в геометрии разъема может повлиять на работу всей жгута проводов. Ан Пресс-форма для автомобильного разъема должны соблюдать чрезвычайно жесткие допуски, поскольку современные разъемы часто включают в себя несколько полостей, корпуса для микроконтактов и сложные запирающие конструкции. Несоосность штифтов — одна из наиболее часто обсуждаемых проблем при устранении неполадок при литье под давлением автомобильных компонентов, особенно при использовании высокотемпературных конструкционных пластиков, таких как PBT, PA66 и LCP.
Отраслевой анализ и отчеты о дефектах пресс-форм показывают, что смещение штифтов редко бывает вызвано каким-то одним фактором. Обычно это возникает из-за комбинированного воздействия потери точности инструмента, неравномерного поведения потока и структурных напряжений в системах с несколькими полостями.

Автомобильные разъемы часто содержат несколько контактов, расположенных в компактной форме. Во время впрыска расплавленная смола не всегда распределяется равномерно по всем полостям.
Обычное поведение, связанное с потоком, включает в себя:
Этот дисбаланс может сместить внутреннее выравнивание сердечника на этапах давления уплотнения. Даже небольшие перепады давления могут привести к микродеформации втулок штифтов, что становится заметно во время сборочных испытаний.
Дисбаланс нескольких полостей часто усиливается в высокоскоростных циклах впрыска, когда время заполнения сокращается для повышения производительности.
Штыри с сердечником внутри форм разъемов чрезвычайно тонкие и часто глубоко проникают в полые конструкции. При многократном впрыскивании под высоким давлением эти штифты могут постепенно отклоняться.
Наблюдаемое механическое поведение включает в себя:
Даже деформация, измеряемая микронами, может привести к видимому смещению собранных разъемов. В массивах контактов с высокой плотностью этот эффект распространяется на несколько каналов, увеличивая вероятность несоответствия разъемов во время испытаний на сопряжение.
Формы для соединителей работают в условиях циклического нагрева, часто при температуре от 70°C до более 120°C в зависимости от типа смолы. Вставки сердечника, блоки полостей и направляющие компоненты расширяются с разной скоростью.
Типичные эффекты теплового несоответствия включают в себя:
Со временем повторяющиеся циклы расширения и сжатия приводят к изменению микроклиренса. Эти изменения могут быть незаметны во время планового осмотра, но напрямую влияют на точность позиционирования штифтов во время производства.
Формы для соединителей во многом зависят от расположения литников и конструкции направляющих, чтобы обеспечить сбалансированный поток в каждую полость. Плохо оптимизированные литниковые системы могут создать направленное напряжение в конструкции формы.
К частым проблемам с воротами относятся:
Такие условия могут исказить тонкую геометрию штифта на этапе уплотнения. Как только деформация начинается в области входа, она часто распространяется к структуре внутренней полости, влияя на согласованность выравнивания по всему корпусу соединителя.
Автомобильные разъемы часто имеют глубокие внутренние полости, для которых требуются многоступенчатые системы извлечения. Неравномерное распределение силы выталкивания является ключевым фактором, способствующим смещению штифта.
К механическим воздействиям относятся:
Повторяющийся неравномерный выброс постепенно нарушает целостность поверхности полости. Со временем это может привести к смещению контрольных точек выравнивания внутри формы, особенно в условиях многоциклового производства.
Формы для соединителей обычно обрабатывают полимеры технического класса с различной степенью усадки. Такие материалы, как PA66 или PBT, могут проявлять анизотропную усадку в зависимости от направления армирования волокна.
Ключевые действия, связанные с усадкой, включают в себя:
Эти изменения могут слегка изменить положение внутренних полостей штифта после его извлечения. Хотя каждая деталь может оставаться в пределах общего допуска по размерам, совокупные отклонения увеличивают риск смещения во время сборки сопряжения.
Формы соединителей зависят от прецизионных направляющих штифтов и втулок, обеспечивающих соосность между половинками сердечника и полости. Непрерывная многоцикловая работа приводит к постепенному износу.
Общие индикаторы износа включают в себя:
Как только направляющие системы теряют жесткий контроль допусков, даже незначительный механический люфт может привести к измеримому смещению штифтов на уровне продукта.
Не все проблемы с несоосностью возникают из-за самой конструкции пресс-формы. Вариации процесса часто имитируют дефекты инструмента.
Типичные факторы, связанные с процессом, включают:
Эти факторы могут вызвать временные симптомы несоосности, напоминающие износ пресс-формы. Чтобы избежать ненужной модификации пресс-формы, важно различать дрейф процесса и механическую деградацию.
Рекомендуемые товары
Телефон: +86-15888221169
Электронная почта: [email protected]
Адрес: № 172., Дацяо-роуд, город Люши, город Юэцин, город Вэньчжоу, провинция Чжэцзян



 English
English 中文简体
中文简体 русский
русский