2026.06.12
2026.06.12
 Новости
Новости
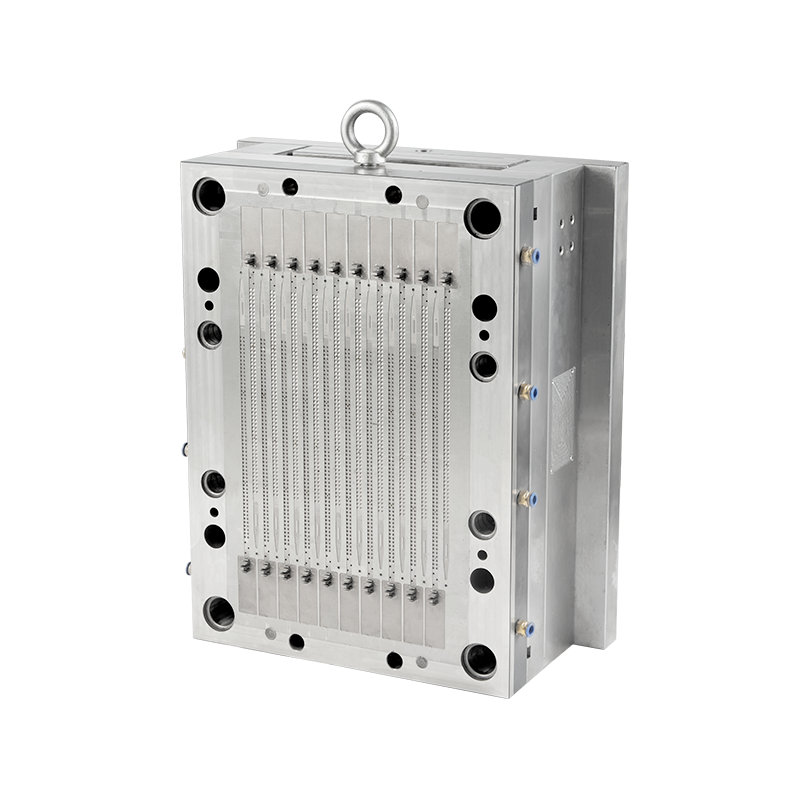
В автомобильном производстве в значительной степени используются одинаковые крепежные компоненты, и кабельные стяжки не являются исключением. Небольшое отклонение в Пресс-форма для автомобильной кабельной стяжки может постепенно влиять на стабильность размеров, прочность фиксации и совместимость сборки. В отличие от обычных пластиковых инструментов, пресс-формы автомобильного класса работают с более жесткими допусками и более длительными производственными циклами, часто выполняя миллионы операций с материалами PA6 или PA66 в условиях повышенных температур.
Отраслевые отчеты и дискуссии по устранению неполадок при литье под давлением подчеркивают, что смещение точности — это не внезапное событие, а медленное накопление механических, термических и связанных с материалом напряжений в системе пресс-формы. Задача состоит в том, чтобы понять, как незначительные изменения в геометрии полости или балансе процесса начинают влиять на производительность детали задолго до того, как появится видимый отказ.

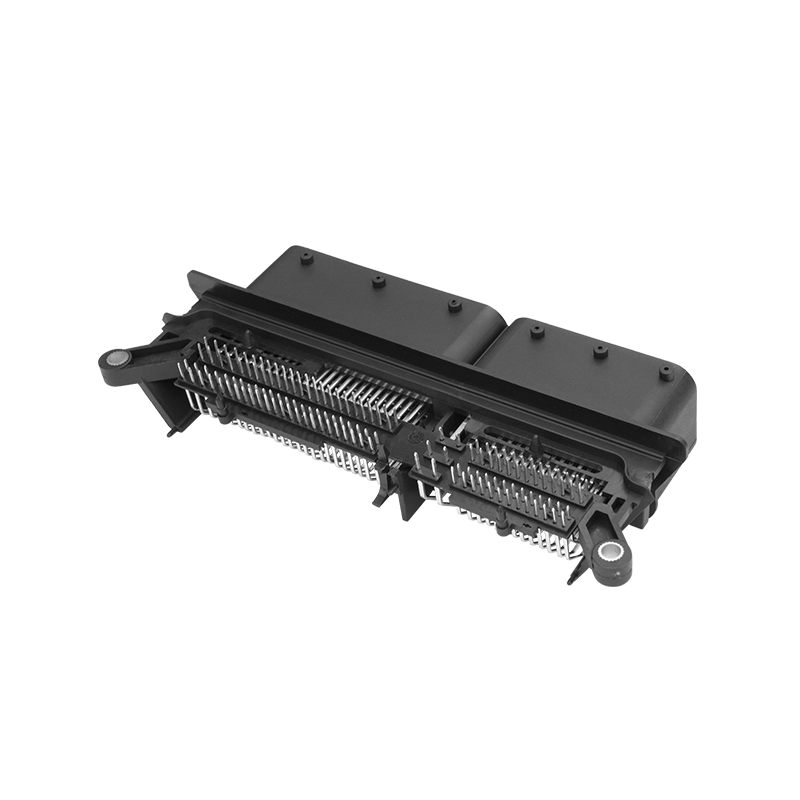
Автомобильные кабельные стяжки требуют одинаковой ширины ремня, расстояния между зубцами и геометрии головки, чтобы обеспечить надежную фиксацию в системах автомобильных жгутов. Со временем поверхности полостей подвергаются абразивному контакту со стеклонаполненными нейлоновыми компаундами или армированными марками PA66.
Типичные индикаторы износа включают в себя:
Даже отклонение в 0,02–0,05 мм может повлиять на силу вставки или выдергивания в автомобильных ремнях безопасности. Как только в фиксирующей геометрии начинается износ, картина деформации повторяется в каждом цикле формования, в результате чего проблема накапливается, а не становится сразу заметной.
Формы для автомобильных кабельных стяжек часто работают при температуре от 60°C до 90°C, тогда как температура плавления нейлоновых материалов может превышать 250–290°C в зависимости от рецептуры. Этот повторяющийся цикл нагрева и охлаждения приводит к долговременной структурной усталости литейной стали.
Общие термические эффекты включают в себя:
Исследования по литью нейлона под давлением показывают, что неравномерное распределение тепла также способствует возникновению внутренних напряжений в формованных деталях, что косвенно увеличивает напряжение обратной связи на поверхности формы на этапах выталкивания и упаковки. .
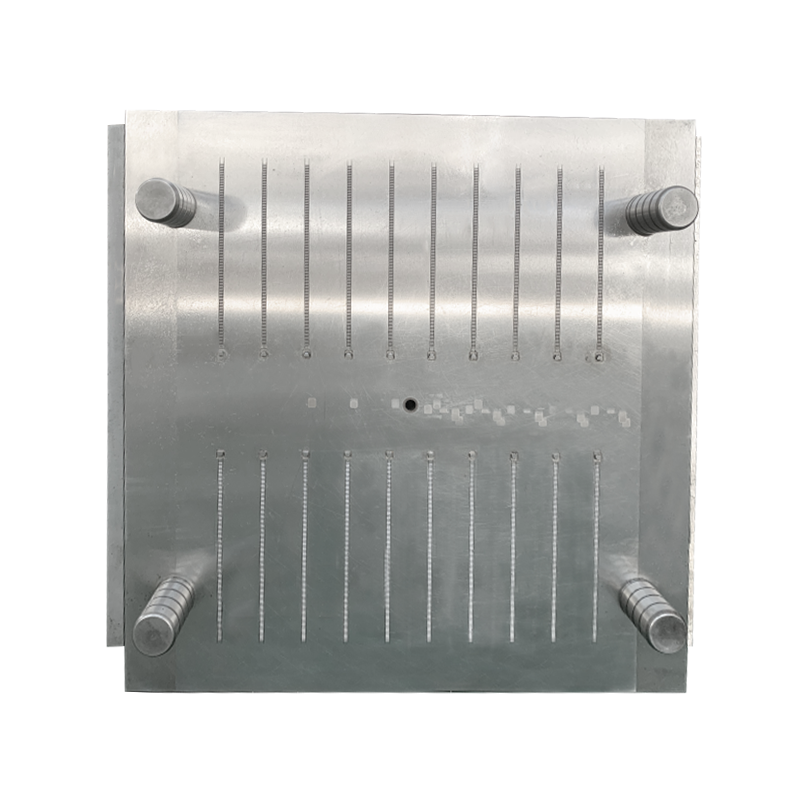
Формы для автомобильных кабельных стяжек часто проектируются с большим количеством полостей для удовлетворения производственных потребностей. Однако многокамерная компоновка увеличивает риск неравномерного распределения расплава.
Наблюдаемые закономерности дисбаланса включают:
Такой дисбаланс не только влияет на качество детали, но и увеличивает локализованное напряжение в определенных полостях, ускоряя неравномерный износ. Со временем это создает ситуацию, когда из одних полостей производятся стабильные детали, а из других разрушаются быстрее, снижая общую однородность формы.
Детали кабельных стяжек имеют длинные гибкие ремни, которые имеют тенденцию прилипать во время извлечения из формы. Пресс-формы для автомобильной промышленности работают на высоких скоростях цикла, что создает постоянную нагрузку на эжекторные системы.
Общие механические изменения включают в себя:
По мере увеличения сопротивления операторы могут увеличить силу или скорость выброса. Хотя это помогает сохранить время цикла, это также увеличивает нагрузку как на компоненты эжектора, так и на стенки полости, постепенно приводя к потере точности.
Нейлоновые материалы, используемые в автомобильных кабельных стяжках, гигроскопичны, то есть легко впитывают влагу. Неправильная сушка или несоответствующие условия хранения могут изменить поведение расплава во время впрыска.
Нестабильность, связанная с материалом, может вызвать:
Гидролиз, вызванный влажностью, может ослабить полимерные цепи во время обработки, уменьшая консистенцию материала и косвенно влияя на условия загрузки формы. . Со временем это создает петли обратной связи, в которых форма должна компенсировать колебания поведения материала.
Формы для автомобильных кабельных стяжек часто работают с высокой силой зажима. Повторяющаяся механическая нагрузка на разделяющие поверхности может постепенно деформировать уплотняющие кромки.
Ключевые признаки включают в себя:
Даже микроскопическая деформация на линии разъема может повлиять на целостность уплотнения. Как только это начинается, оно имеет тенденцию постепенно ухудшаться из-за повторяющейся концентрации стресса в течение каждого цикла.
Не все проблемы с точностью возникают из-за физического износа. Настройки производства часто меняются со временем из-за:
Эти факторы могут имитировать такие симптомы износа пресс-формы, как изменение размеров или нестабильность фиксации. Различие между нестабильностью процесса и фактической деградацией инструмента становится важным для предотвращения ненужного ремонта пресс-формы.
Рекомендуемые товары
Телефон: +86-15888221169
Электронная почта: [email protected]
Адрес: № 172., Дацяо-роуд, город Люши, город Юэцин, город Вэньчжоу, провинция Чжэцзян



 English
English 中文简体
中文简体 русский
русский